THE BOXFORD LATHE
BRITISH MANUFACTURED PRECISION LATHE BASED ON THE AMERICAN SOUTHBEND LATHE.
OF THE SEVERAL SOUTHBEND CLONES THAT WERE MADE AFTER WW2 THE BOXFORD IS ARGUABLY THE MOST SUCCESSFUL. THE DESIGN WAS CONTINUOUSLY DEVELOPED TO KEEP UP WITH MODERN TRENDS IN MACHINE TOOL DESIGN.
IF YOU WISH TO READ THE FULL HISTORY OF THE BOXFORD LATHE THEN IT WOULD BE BEST TO GOOGLE OR CLICK ON www.lathes.co.uk WHERE A COMPREHENSIVE HISTORY IS AVAILABLE OF ALL THE MODELS.
OF THE SEVERAL SOUTHBEND CLONES THAT WERE MADE AFTER WW2 THE BOXFORD IS ARGUABLY THE MOST SUCCESSFUL. THE DESIGN WAS CONTINUOUSLY DEVELOPED TO KEEP UP WITH MODERN TRENDS IN MACHINE TOOL DESIGN.
IF YOU WISH TO READ THE FULL HISTORY OF THE BOXFORD LATHE THEN IT WOULD BE BEST TO GOOGLE OR CLICK ON www.lathes.co.uk WHERE A COMPREHENSIVE HISTORY IS AVAILABLE OF ALL THE MODELS.
MY BOXFORD C TYPE LATHE

I ALREADY HAVE A BOXFORD "C" TYPE LATHE WHICH IS IN MY WORKSHOP IN FRANCE. THE TYPE C DOES NOT HAVE THE NORTON SCREWCUTTING GEARBOX OR CROSSLIDE FEED BUT IS A GOOD WORKHORSE TO HAVE AROUND FOR THOSE SMALL JOBS THAT ALWAYS SEEM TO COME UP IN THE VINTAGE CAR WORKSHOP.
MY BOXFORD 500 VSL
MOST BOXFORD LATHES THAT COME ON THE MARKET ARE FROM SCHOOLS WHICH SEEM TO HAVE BEEN THE MAIN MARKET FOR THESE LATHES. THE FACT THAT THEY COME FROM A SCHOOL DOES NOT ALWAYS MEAN THAT THEY HAVE BEEN WELL MAINTAINED. SOMETIMES THEY ARE IN GOOD CONDITION AND SOME NEED CARE AND ATTENTION. IT DEPENDS ON THE CULTURE AND DISCIPLINE OF TEACHING IN THAT PARTICULAR SCHOOL WORKSHOP IN WHICH THE LATHE WAS USED.
SEVERAL YEARS AGO I BOUGHT THIS TOP OF THE RANGE BOXFORD 500 VSL ON FLEABAY. THIS IS A 5 INCH CENTRE HEIGHT MODEL WITH MECHANICAL VARIABLE SPEED CONTROL. THE SPEED IS VARIED BY TURNING A HANDWHEEL ON THE FRONT OF THE LATHE CABINET AND THERE IS AN ELECTRONIC TACHOMETER WHICH GIVES THE RPM OF THE SPINDLE ALSO LOCATED IN THE FRONT OF THE CABINET. THEREFORE THE BORING CHORE OF CHANGING THE BELT ON THE PULLEYS TO CHANGE THE SPINDLE SPEED IS ELIMINATED.
ANOTHER NICE FEATURE OF THE LATHE WAS THAT IT WAS FITTED WITH A LARGER THAN NORMAL SPINDLE THAT WAS DESIGNED TO TAKE LOO CHUCK BACKPLATES. THE AMERICAN LOO SYSTEM HAS A KEY TO STOP THE CHUCK FROM UNSCREWING IF THE SPINDLE IS SUDDENLY REVERSED. ALTHOUGH I NEVER DO THIS IT`S GOOD TO HAVE THIS SAFETY FEATURE INCORPORATED IN THE LATHE. THE OTHER BENEFIT OF THE LARGER SPINDLE IS THE LARGE BORE THAT IS POSSIBLE TO HAVE THROUGH IT. IN THIS CASE 1 3/8" (35mm)
RECENTLY, WHEN I STARTED TO RECOMMISSION THE LATHE, I THOUGHT THAT IT WOULD BE A PIECE OF CAKE AND ALL THAT I WOULD HAVE TO DO WAS TO DISMANTLE ALL THE MOVING PARTS EXCEPT FOR THE HEADSTOCK, CLEAN, DEBURR AND ADJUST THE SLIDES, CONVERT THE MOTOR TO RUN ON 240 VOLT THREE PHASE AND THAT WOULD BE THAT.
SEVERAL YEARS AGO I BOUGHT THIS TOP OF THE RANGE BOXFORD 500 VSL ON FLEABAY. THIS IS A 5 INCH CENTRE HEIGHT MODEL WITH MECHANICAL VARIABLE SPEED CONTROL. THE SPEED IS VARIED BY TURNING A HANDWHEEL ON THE FRONT OF THE LATHE CABINET AND THERE IS AN ELECTRONIC TACHOMETER WHICH GIVES THE RPM OF THE SPINDLE ALSO LOCATED IN THE FRONT OF THE CABINET. THEREFORE THE BORING CHORE OF CHANGING THE BELT ON THE PULLEYS TO CHANGE THE SPINDLE SPEED IS ELIMINATED.
ANOTHER NICE FEATURE OF THE LATHE WAS THAT IT WAS FITTED WITH A LARGER THAN NORMAL SPINDLE THAT WAS DESIGNED TO TAKE LOO CHUCK BACKPLATES. THE AMERICAN LOO SYSTEM HAS A KEY TO STOP THE CHUCK FROM UNSCREWING IF THE SPINDLE IS SUDDENLY REVERSED. ALTHOUGH I NEVER DO THIS IT`S GOOD TO HAVE THIS SAFETY FEATURE INCORPORATED IN THE LATHE. THE OTHER BENEFIT OF THE LARGER SPINDLE IS THE LARGE BORE THAT IS POSSIBLE TO HAVE THROUGH IT. IN THIS CASE 1 3/8" (35mm)
RECENTLY, WHEN I STARTED TO RECOMMISSION THE LATHE, I THOUGHT THAT IT WOULD BE A PIECE OF CAKE AND ALL THAT I WOULD HAVE TO DO WAS TO DISMANTLE ALL THE MOVING PARTS EXCEPT FOR THE HEADSTOCK, CLEAN, DEBURR AND ADJUST THE SLIDES, CONVERT THE MOTOR TO RUN ON 240 VOLT THREE PHASE AND THAT WOULD BE THAT.

|

|
ABOVE ARE VIEWS OF THE LATHE PARTLY DISMANTLED
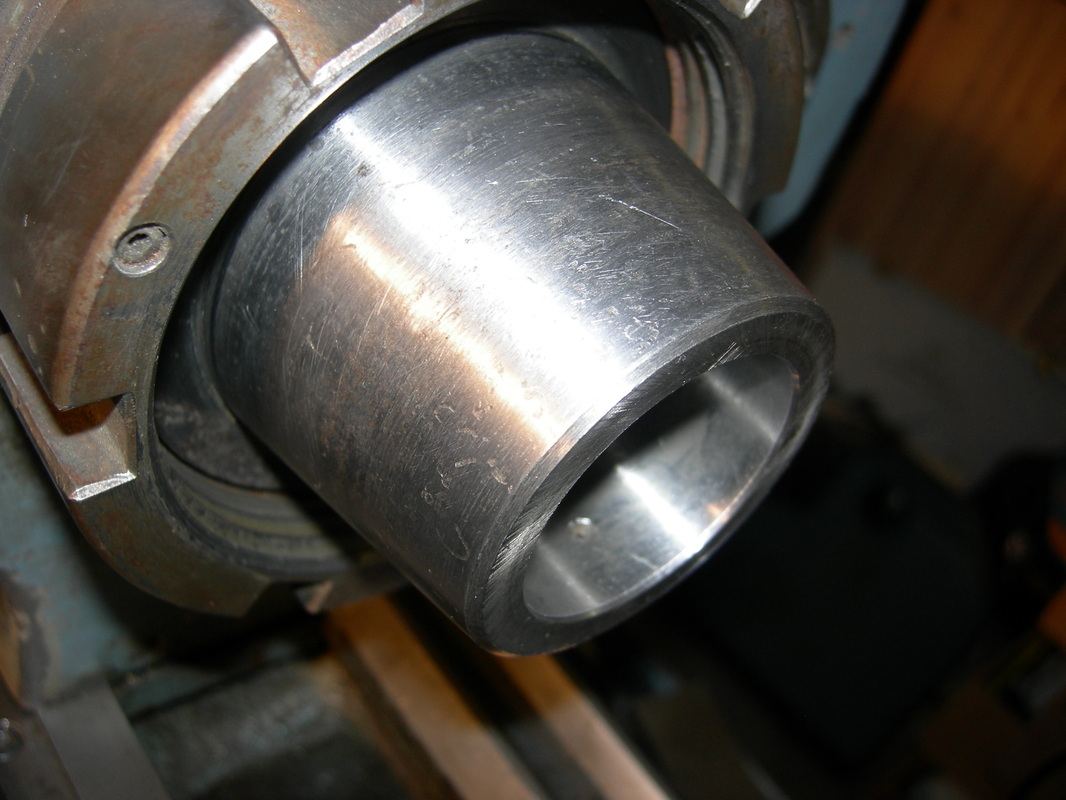
ABOVE A VIEW OF THE LOO SPINDLE, TAPER THIS SHOWS DAMAGE TO THE TAPER CAUSED BY NOT CLEANING THE SPINDLE AND BACKPLATE TAPERS SO THAT SWARF BECOMES TRAPPED BETWEEN THE TWO AND DEFORMS THE TAPERS CAUSING INACCURACY.


|


|
THE GIGANTIC SPINDLE REMOVED FROM THE HEADSTOCK AND BY USING A BRAND NEW GROUND FEMALE TAPER SMEARED WITH MARKING BLUE THE HIGH POINTS ON THE SPINDLE TAPER COULD BE IDENTIFIED AND BE REMOVED WITH A RIFFLER FILE AND FINE ABRASIVE OILSTONES.

|

|
TO MY HORROR, WHEN I HAD CONNECTED TO THE ELECTRICITY SUPPLY, I DISCOVERED THAT THE SPINDLE ONLY ROTATED IN BACK GEAR AND THERE WAS NO DRIVE IN THE NORMAL SPEED RANGE. IT WAS QUICKLY ESTABLISHED THAT THE TWO PINS THAT TAKE THE DRIVE HAD SHEARED OFF AS SHOWN IN THE ABOVE LEFT HAND PHOTO. THE ABOVE RIGHT HAND PHOTO SHOWS THE DAMAGE TO THE BULL WHEEL. OBVIOUSLY THOSE PESKY SCHOOLKIDS HAD BEEN TRYING TO CHANGE FROM BACK TO NORMAL RANGE WITHOUT ALLOWING THE SPINDLE TO COME TO A COMPLETE STOP. THERE IS A MICRO SWITCH THAT CUTS OUT THE ELECTRICITY TO THE MOTOR WHEN THE BACK GEAR LEVER IS MOVED BUT THE INERTIA OF THE MOVING PARTS PREVENT THE SPINDLE FROM COMING TO AN IMMEDIATE STOP.
I HAD TO DISMANTLE THE HEADSTOCK COMPLETELY TO ENABLE THE SPINDLE TO BE REMOVED AND IT WAS NICE TO SEE THAT THE CONDITION OF THE GEARS AND PRECISION TAPER BEARINGS WAS EXCELLENT. MY TRUSTY EW LATHE WAS USED TO TURN UP SOME NEW PINS OUT OF HIGH TENSILE CAP SCREWS.
I HAD TO DISMANTLE THE HEADSTOCK COMPLETELY TO ENABLE THE SPINDLE TO BE REMOVED AND IT WAS NICE TO SEE THAT THE CONDITION OF THE GEARS AND PRECISION TAPER BEARINGS WAS EXCELLENT. MY TRUSTY EW LATHE WAS USED TO TURN UP SOME NEW PINS OUT OF HIGH TENSILE CAP SCREWS.

|

|
THE TAPER BEARING CONES LOOK LIKE NEW.

HERE IS THE LATHE PUT TOGETHER AGAIN AND NOW FITTED WITH AN IMPERIAL NORTON SCREWCUTTING GEARBOX.
THE CUTTING OIL PUMP AND PIPEWORK ARE THERE BUT PUT AWAY BEHIND THE CENTRE PANEL AS I DON`T USE CUTTING OIL BUT PREFER TO HAND APPLY A MODERN CUTTING FLUID DURING MACHINING. IT DOES MEAN THAT THE CUTTING TOOL WILL HAVE TO BE SHARPENED MORE FREQUENTLY, BUT IN MY BOOK, THIS IS MUCH MORE PREFERABLE THAN ALL THAT MESS THAT THE SUDS MAKE.
THE CUTTING OIL PUMP AND PIPEWORK ARE THERE BUT PUT AWAY BEHIND THE CENTRE PANEL AS I DON`T USE CUTTING OIL BUT PREFER TO HAND APPLY A MODERN CUTTING FLUID DURING MACHINING. IT DOES MEAN THAT THE CUTTING TOOL WILL HAVE TO BE SHARPENED MORE FREQUENTLY, BUT IN MY BOOK, THIS IS MUCH MORE PREFERABLE THAN ALL THAT MESS THAT THE SUDS MAKE.
IN PROGRESS
