A GRADUATED DIAL FOR THE LEADSCREW
OVER SIXTY YEARS AGO WHEN I HAD MY FIRST EW, I FOUND OUT THAT INSTEAD OF USING THE TOPSLIDE TO FEED IN THE TOOL WHEN WORKING CLOSE TO THE CHUCK, IT WAS EASIER TO USE THE LEADSCREW TO FEED THE TOOL INTO THE WORK. AND THE TOPSLIDE DID NOT NEED TO BE ALIGNED TO DO THIS. HOWEVER A GRADUATED DIAL AT THE LEADSCREW HANDLE WOULD HAVE MADE THIS EVEN MORE PRACTICAL
THE PROBLEM IN FITTING A GRADUATED DIAL AT THE LEADSCREW HANDLE IS THAT IN ORDER TO HAVE A READABLE DIAL A LARGE DIAMETER WILL BE NEEDED. THE LEADSCREW IS 8TPI SO THAT ONE REVOLUTION OF THE SCREW WILL BE 1/8" GIVING 125 1 THOU DIVISIONS THAT NEED TO BE ENGRAVED ON THE DIAL. I CHOSE A DIAMETER OF 3.25" IN ORDER TO MAKE EACH DIVISION READABLE.
I COULD HAVE DESIGNED THE GEAR RATIO IN THE GEARBOX TO ALLOW AN EVEN NUMBER OF DIVISIONS BUT DECIDED TO KEEP IT SIMPLE AND USE THREE GEARS OF THE SAME SIZE. OF COURSE, THIS LARGE DIAMETER DIAL WILL MAKE THE REMOVAL OF THE TAILSTOCK IMPOSSIBLE WITHOUT REMOVING THE DIAL. I LIKE TO HAVE THE TAILSTOCK AT IT`S FURTHEST FROM THE CHUCK WHILST MACHINING SO THAT THIS WOULD NOT BE POSSIBLE EITHER. REMOVING THE HANDLE AND DIAL ALL THE TIME IS NOT PRACTICAL SO THAT I SOUGHT A SOLUTION WHERE THE HANDLE AND DIAL WOULD NOT NEED TO BE REMOVED. THIS INVOLVED HAVING THEM FURTHER AWAY FROM THE SIDE OF THE LATHE BED.
THE PROBLEM IN FITTING A GRADUATED DIAL AT THE LEADSCREW HANDLE IS THAT IN ORDER TO HAVE A READABLE DIAL A LARGE DIAMETER WILL BE NEEDED. THE LEADSCREW IS 8TPI SO THAT ONE REVOLUTION OF THE SCREW WILL BE 1/8" GIVING 125 1 THOU DIVISIONS THAT NEED TO BE ENGRAVED ON THE DIAL. I CHOSE A DIAMETER OF 3.25" IN ORDER TO MAKE EACH DIVISION READABLE.
I COULD HAVE DESIGNED THE GEAR RATIO IN THE GEARBOX TO ALLOW AN EVEN NUMBER OF DIVISIONS BUT DECIDED TO KEEP IT SIMPLE AND USE THREE GEARS OF THE SAME SIZE. OF COURSE, THIS LARGE DIAMETER DIAL WILL MAKE THE REMOVAL OF THE TAILSTOCK IMPOSSIBLE WITHOUT REMOVING THE DIAL. I LIKE TO HAVE THE TAILSTOCK AT IT`S FURTHEST FROM THE CHUCK WHILST MACHINING SO THAT THIS WOULD NOT BE POSSIBLE EITHER. REMOVING THE HANDLE AND DIAL ALL THE TIME IS NOT PRACTICAL SO THAT I SOUGHT A SOLUTION WHERE THE HANDLE AND DIAL WOULD NOT NEED TO BE REMOVED. THIS INVOLVED HAVING THEM FURTHER AWAY FROM THE SIDE OF THE LATHE BED.
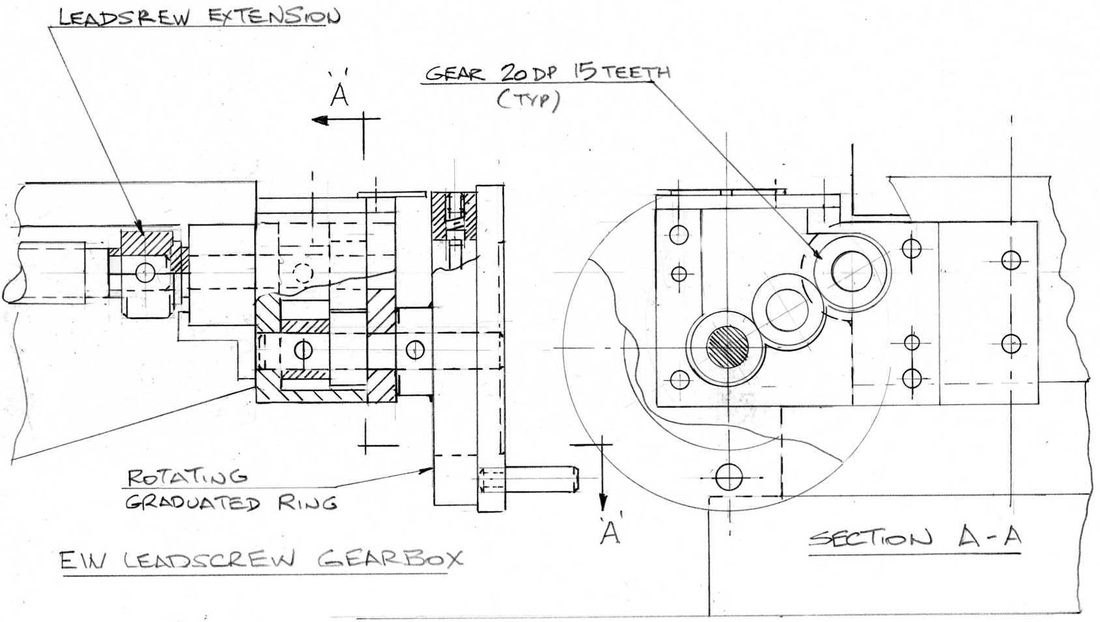
THIS IS MY DESIGN SKETCH FOR A GEARBOX AT THE END OF THE LEADSCREW. THERE IS A SMALL TRAIN OF THREE GEARS WHICH GIVES THE SAME DIRECTION OF ROTATION FOR THE LEADSCREW AS BEFORE THE MODIFICATION. I BOUGHT THE GEARS FROM THE EXCELLENT BUT EXPENSIVE SUPPLIER HPC. THESE CAME WITH A BORE OF 3/8" AND PERFECT FOR THE GEARBOX WHICH WAS DESIGNED AROUND THEM.
|
|
CLICK ON IMAGES TO ENLARGE
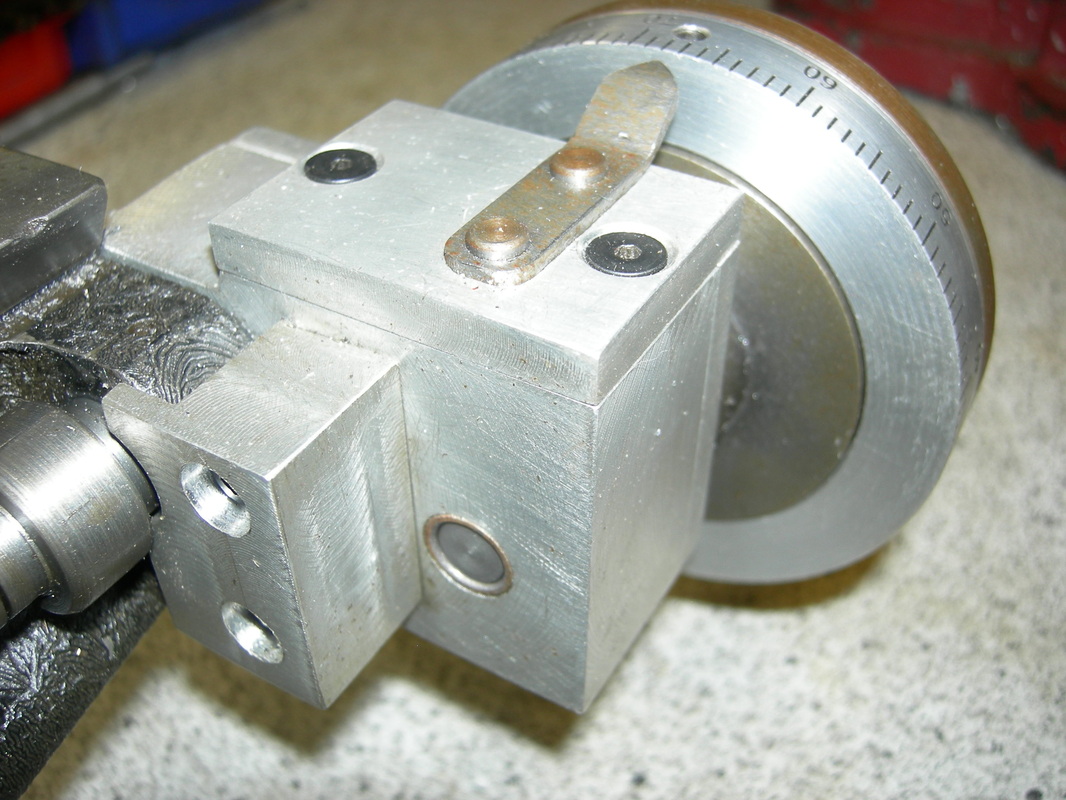
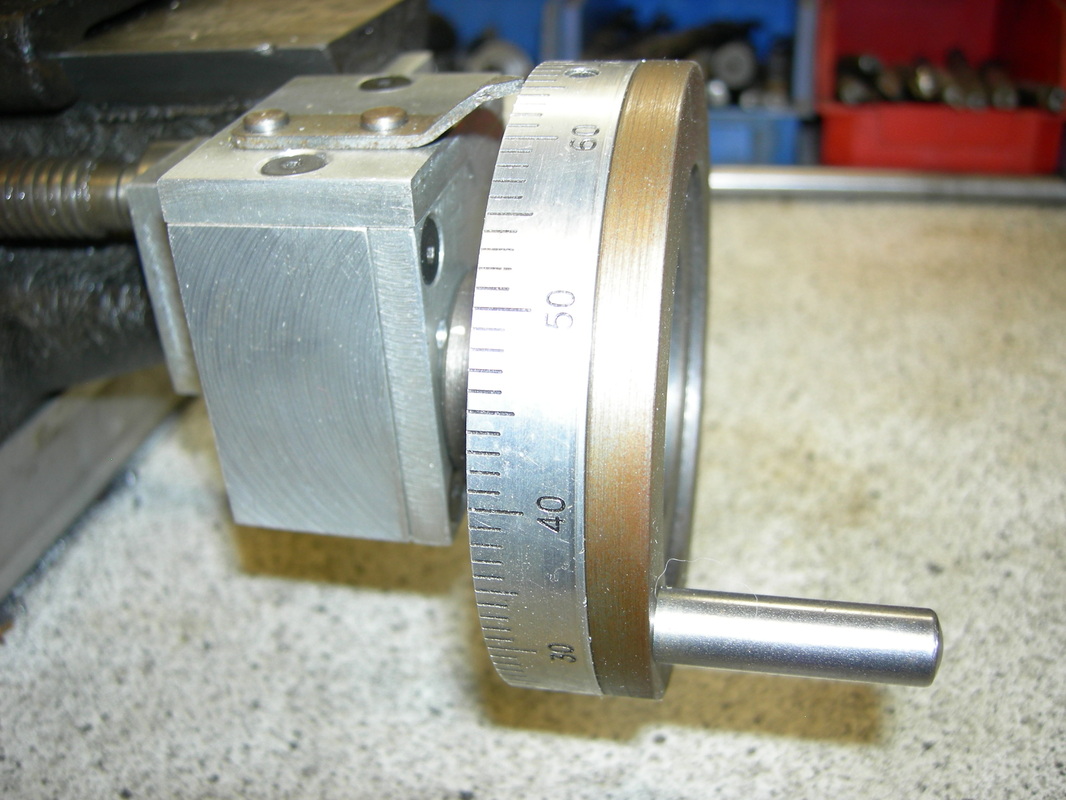
HERE ARE PHOTOS OF THE PROTOTYPE, IT`S SIMPLE TO MAKE AND I`M HAPPY WITH THE WAY IT FUNCTIONS. I DID COMPROMISE AND DRILLED AND TAPPED A 1/4 BSF SCREW HOLE AT THE BACK OF THE BED TO SECURE THE GEARBOX. IT`S HELD IN PLACE AT THE FRONT BY THE ALUMINIUM BRACKET WHICH CLAMPS ON THE LEADSCREW BEARING LUG, ALSO BY THE DIAMETER OF THE LEADSCREW EXTENSION. NOTE: I HAD THE DIAL ENGRAVED PROFESSIONALLY AS I HAD LIMITED TIME, IT COST £60!
HERE ARE PHOTOS OF THE PROTOTYPE, IT`S SIMPLE TO MAKE AND I`M HAPPY WITH THE WAY IT FUNCTIONS. I DID COMPROMISE AND DRILLED AND TAPPED A 1/4 BSF SCREW HOLE AT THE BACK OF THE BED TO SECURE THE GEARBOX. IT`S HELD IN PLACE AT THE FRONT BY THE ALUMINIUM BRACKET WHICH CLAMPS ON THE LEADSCREW BEARING LUG, ALSO BY THE DIAMETER OF THE LEADSCREW EXTENSION. NOTE: I HAD THE DIAL ENGRAVED PROFESSIONALLY AS I HAD LIMITED TIME, IT COST £60!
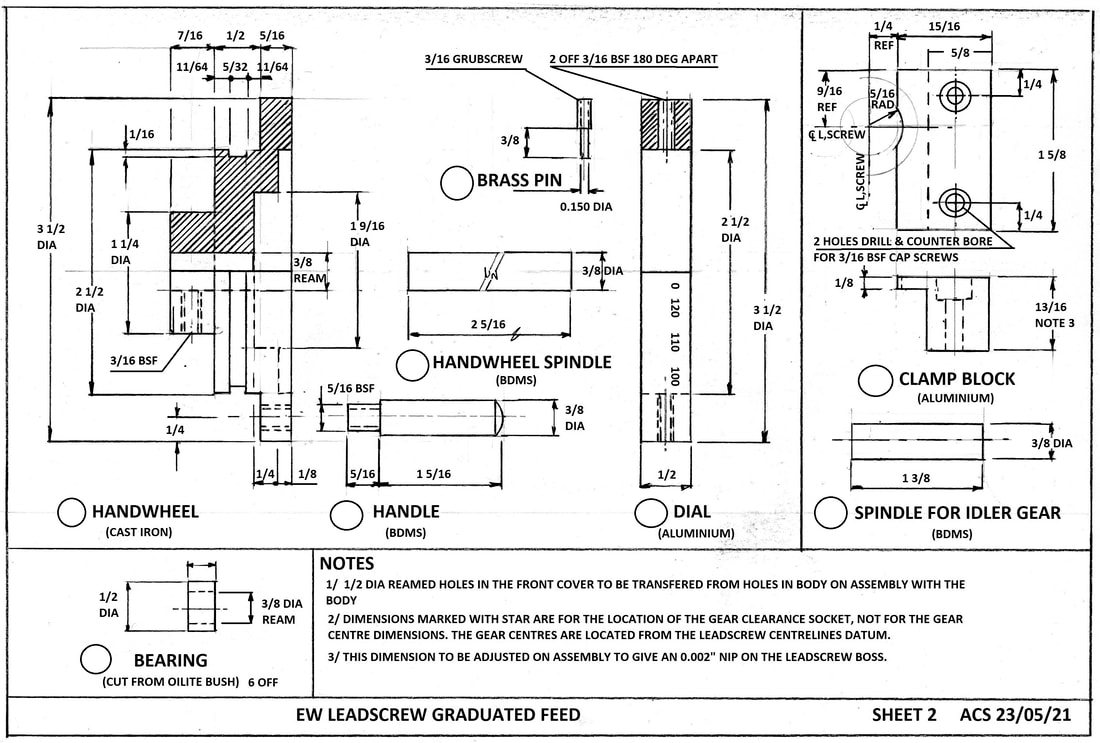
WORKING DRAWINGS FOR THE GRADUATED DIAL
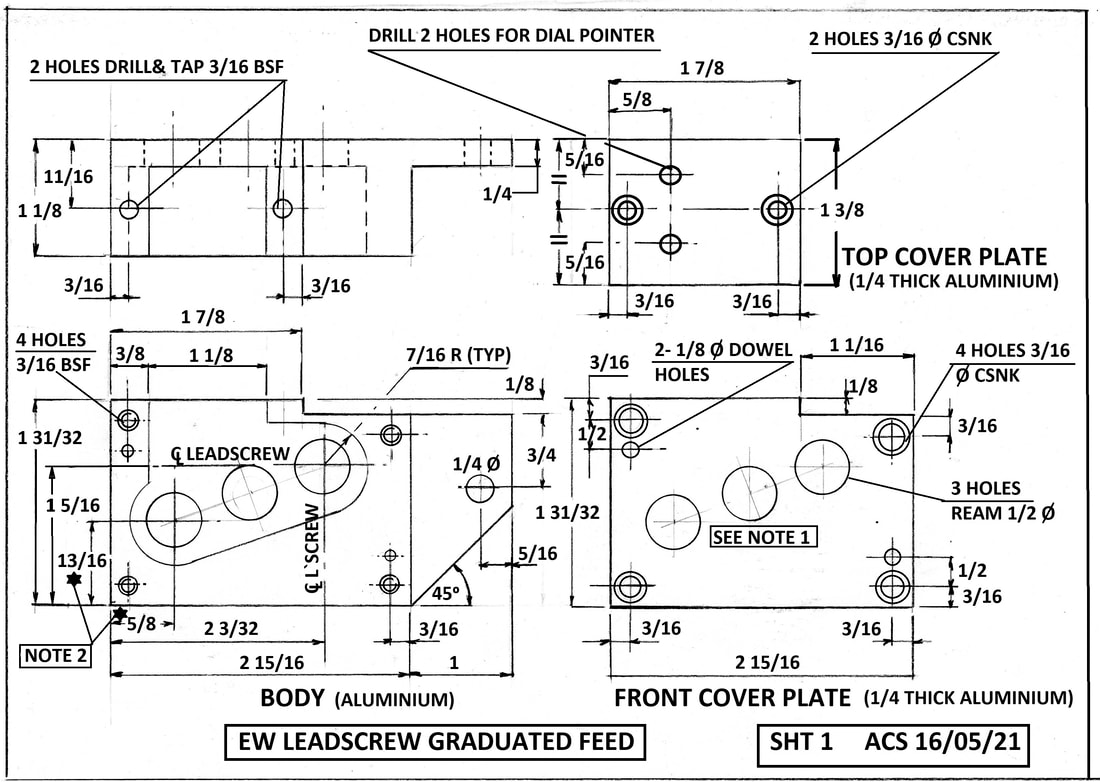
ABOVE SHT 1. THIS TIME I DREW OUT THE COMPONENT PARTS USING PENCIL, SCANNED IT AND ADDED THE DIMENSIONS ON THE "PAINT" APP. IT LOOKS A BIT NEATER THAN MY USUAL BACK OF A FAG PACKET EFFORTS.
LOCATING THE GEAR CENTRES IN THE BODY
TO LOCATE THE CENTRES OF THE GEARS WITHIN THE BODY THERE IS A PRACTICAL SOLUTION THAT CAN ENSURE THAT THE GEAR CENTRES ARE ACCURATELY PLACED WITH THE CORRECT RUNNING CLEARANCES WITHOUT HAVING TO CALCULATE THE CO-ORDINATES AND SPEND A LOT OF TIME DRILLING ON THE MILLING MACHINE.
|
|
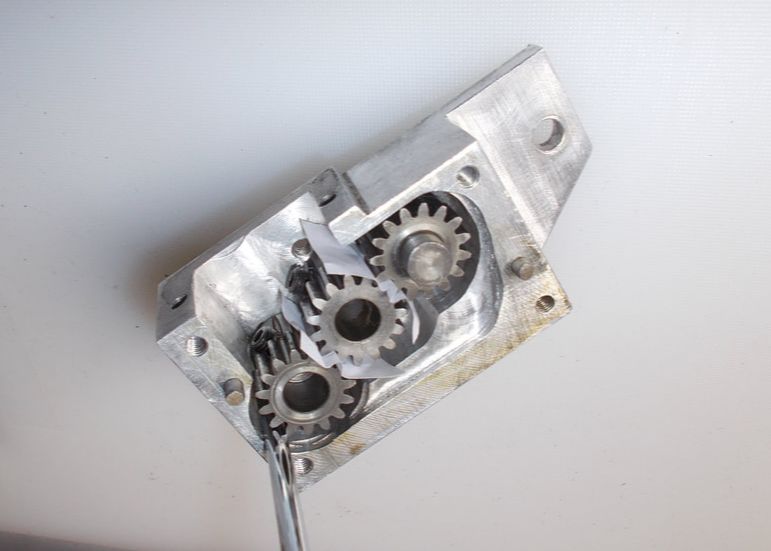
ONCE YOU HAVE FINISHED MACHINED THE BODY (EXCEPT FOR THE GEAR LOCATING HOLES), FITTED THE FRONT COVER AND DOWELLED IT SO THAT IT WILL ALWAYS BE IN THE SAME POSITION.
REMOVE THE FRONT COVER AND CAREFULLY DRILL A 3/8" HOLE FOR THE LEADSCREW GEAR POSITION, THIS IS THE DATUM POINT FOR THE GEAR TRAIN. USING A 3/8" TIGHT FITTING BOLT, USE THIS TO CLAMP THE LEADSCREW GEAR IN POSITION. THEN, AS SHOWN IN THE IMAGE ABOVE LEFT, PLACE THE TWO REMANING GEARS IN THE BODY AND INSERT STRIPS OF PRINTING PAPER BETWEEN THE THREE GEARS.
THEN USING A WOOD WEDGE,(IN THE PHOTO I SHOW A SCREWDRIVER) TAP THIS BETWEEN THE OUTER GEAR AND THE BODY TO BRING THE GEARS TIGHTLY TOGETHER AND SPOT THROUGH WITH A 3/8" DRILL. THE GEARS ARE NOW CENTRED CORRECTLY.
REMOVE THE THREE GEARS AND ON A DRILLING OR MILLING MACHINE, USING NEW DRILLS THAT CUT CONCENTRICALLY, (OLD RESHARPENED DRILLS WILL USUALLY CUT OVERSIZE), TO OPEN OUT THE HOLES TO 1/2" DIAMETER OR IF YOU HAVE A REAMER DRILL 10 THOU UNDERSIZE AND USE THIS TO FINISH THE HOLES.
REPLACE THE FRONT COVER, AND DRILL THE THREE GEAR HOLES THROUGH FROM THE BODY INTO THE COVER, YOU WILL NOW HAVE A GEAR TRAIN THAT WILL FUNCTION AS IT SHOULD.
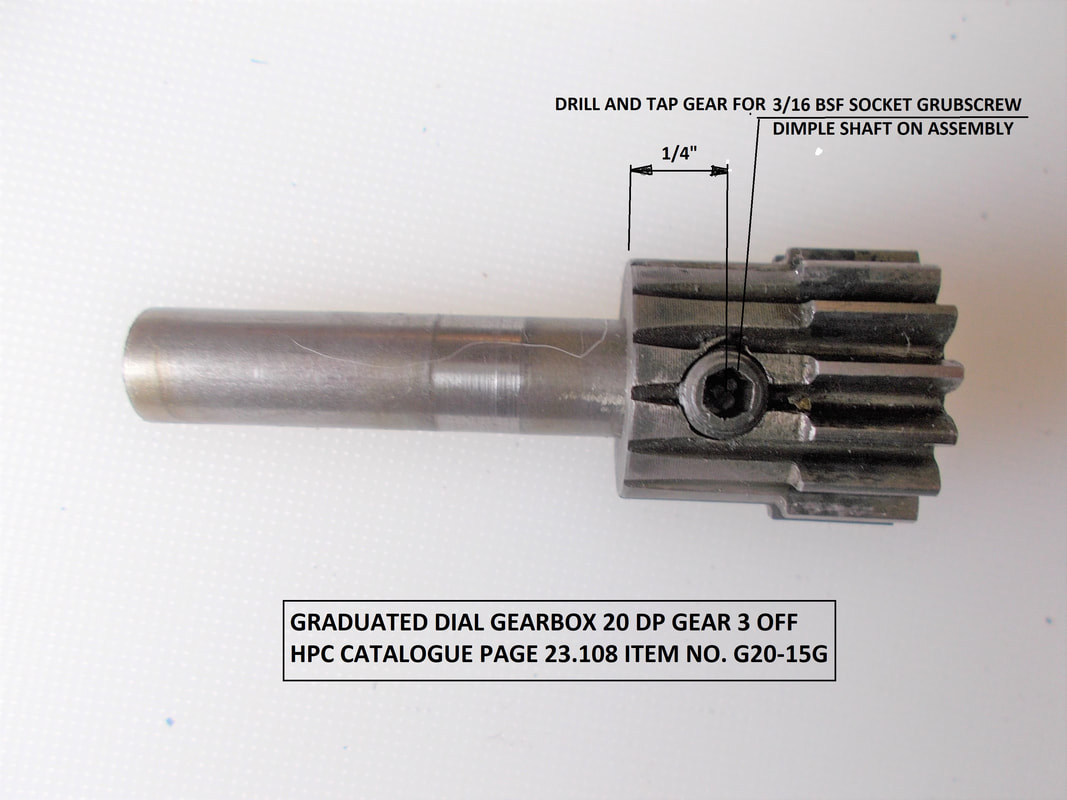
THE RIGHT HAND IMAGE SHOWS THE WAY TO ATTACH THE GEARS ONTO THEIR SHAFTS AND ALSO INFORMATION OF THE SIZE AND THE CATALOGUE AND PAGE NUMBER FOR HPC GEARS THAT YOU WILL NEED.
REMOVE THE FRONT COVER AND CAREFULLY DRILL A 3/8" HOLE FOR THE LEADSCREW GEAR POSITION, THIS IS THE DATUM POINT FOR THE GEAR TRAIN. USING A 3/8" TIGHT FITTING BOLT, USE THIS TO CLAMP THE LEADSCREW GEAR IN POSITION. THEN, AS SHOWN IN THE IMAGE ABOVE LEFT, PLACE THE TWO REMANING GEARS IN THE BODY AND INSERT STRIPS OF PRINTING PAPER BETWEEN THE THREE GEARS.
THEN USING A WOOD WEDGE,(IN THE PHOTO I SHOW A SCREWDRIVER) TAP THIS BETWEEN THE OUTER GEAR AND THE BODY TO BRING THE GEARS TIGHTLY TOGETHER AND SPOT THROUGH WITH A 3/8" DRILL. THE GEARS ARE NOW CENTRED CORRECTLY.
REMOVE THE THREE GEARS AND ON A DRILLING OR MILLING MACHINE, USING NEW DRILLS THAT CUT CONCENTRICALLY, (OLD RESHARPENED DRILLS WILL USUALLY CUT OVERSIZE), TO OPEN OUT THE HOLES TO 1/2" DIAMETER OR IF YOU HAVE A REAMER DRILL 10 THOU UNDERSIZE AND USE THIS TO FINISH THE HOLES.
REPLACE THE FRONT COVER, AND DRILL THE THREE GEAR HOLES THROUGH FROM THE BODY INTO THE COVER, YOU WILL NOW HAVE A GEAR TRAIN THAT WILL FUNCTION AS IT SHOULD.
THE RIGHT HAND IMAGE SHOWS THE WAY TO ATTACH THE GEARS ONTO THEIR SHAFTS AND ALSO INFORMATION OF THE SIZE AND THE CATALOGUE AND PAGE NUMBER FOR HPC GEARS THAT YOU WILL NEED.

|

|

|

|
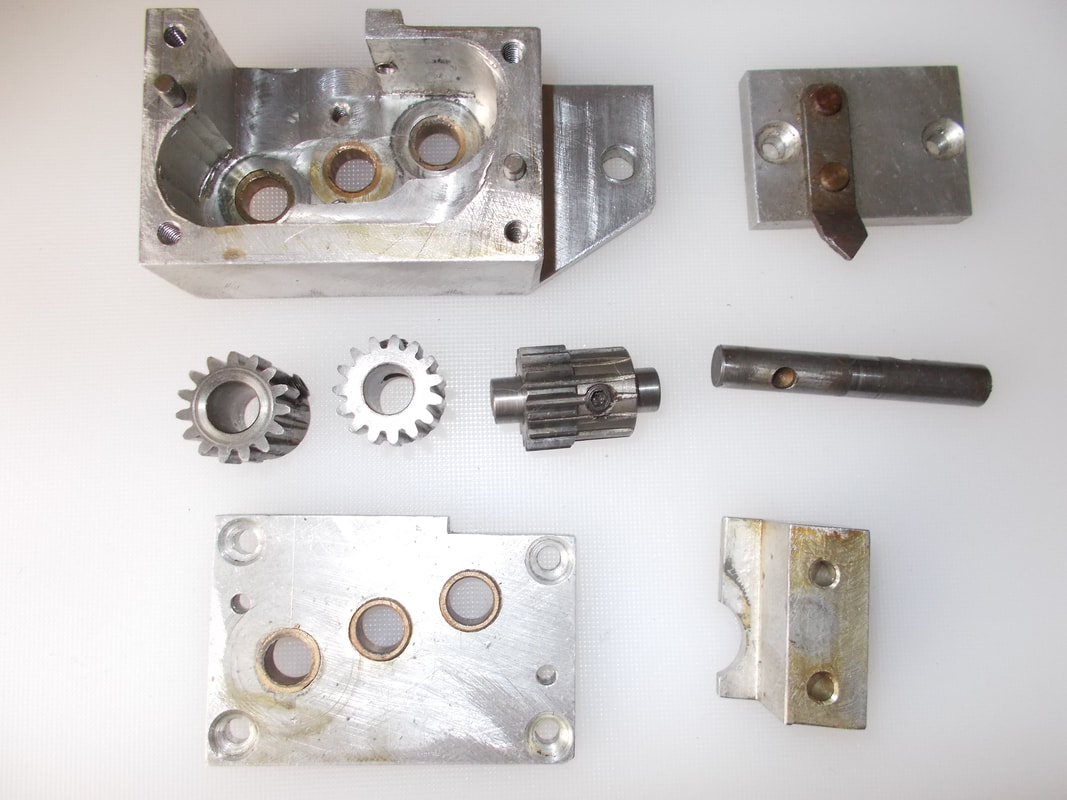
ABOVE IMAGES OF THE COMPONENT PARTS OF THE EW GRADUATED DIAL.
CONTINUING
