HOW TO MACHINE AN EW CHUCK BACKPLATE
RECENTLY, I APPROACHED COMPANIES BOTH IN THE UK AND NORWAY TO MACHINE UP BLANKS FOR THE EW CHUCK BACKPLATES. THE PRICES AT AROUND 100 GBP WERE NOT AFFORDABLE FOR THE PERSONS THAT HAD ASKED ME TO TO SUPPLY THEM. THE OTHER ALTERNATIVE IS TO MACHINE THEM YOURSELVES ON YOUR VERY OWN EW LATHE BUT YOU WILL NEED BOTH BACK GEAR AND SCREWCUTTING ATTACHMENTS TO BE ABLE TO DO THIS. I WILL SHOW YOU HOW THIS CAN BE DONE AS I HAVE TO MACHINE UP A COUPLE TO HELP OUT AN EW LATHE OWNER THAT CANNOT DO THIS HIMSELF.
THIS IS HOW TO MACHINE UP A BACKPLATE FOR CHUCKS THAT ARE MOUNTED ON THE FRONT OF THE EW SPINDLE. THIS IS FOR 3 JAW, 4 JAW, COLLET CHUCKS AND CAN ALSO BE USED FOR THE MACHINING OF A FACEPLATE OR CATCH PLATE. YOU WILL HAVE TO BUY IN THE MATERIAL TO SUIT THE DESIRED BACKPLATE.
THOSE OF YOU THAT LIVE IN THE UK WILL BE ABLE TO BUY DIRECTLY FROM A MATERIAL STOCKIST, JUST ASK FOR A 7/8" SLICE OF ROUND CAST IRON BAR AT THE APPROPRIATE DIAMETER FOR YOUR BACKPLATE.
THOSE OF YOU THAT LIVE IN THE UK WILL BE ABLE TO BUY DIRECTLY FROM A MATERIAL STOCKIST, JUST ASK FOR A 7/8" SLICE OF ROUND CAST IRON BAR AT THE APPROPRIATE DIAMETER FOR YOUR BACKPLATE.
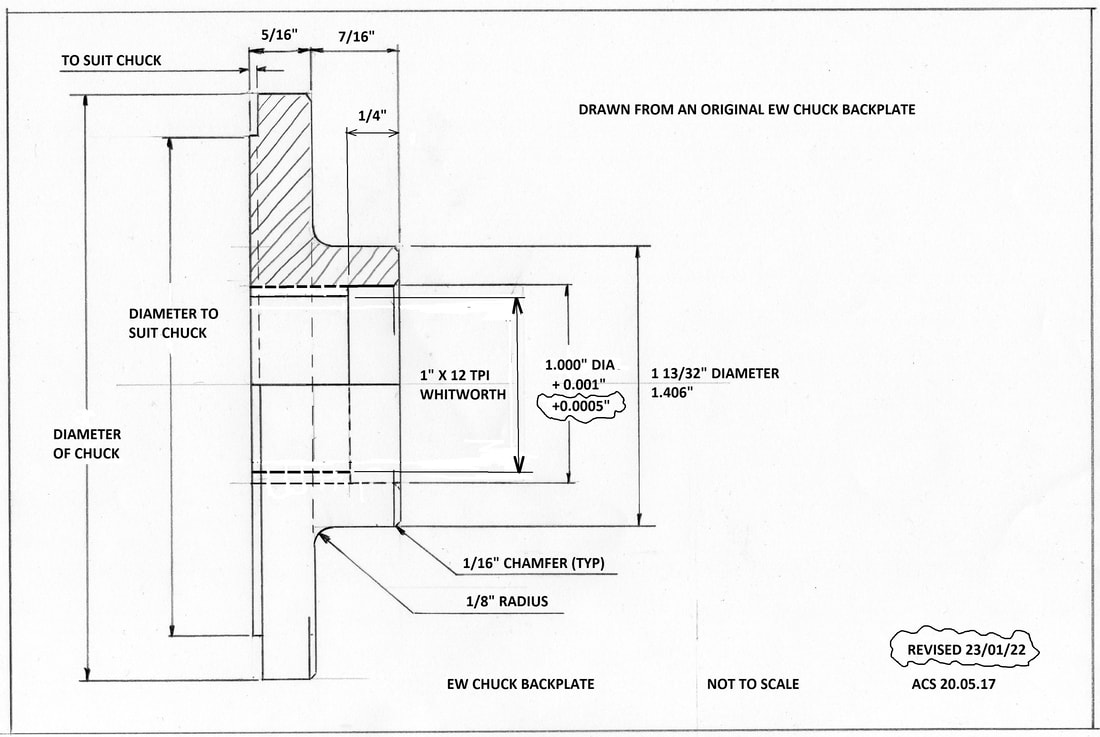
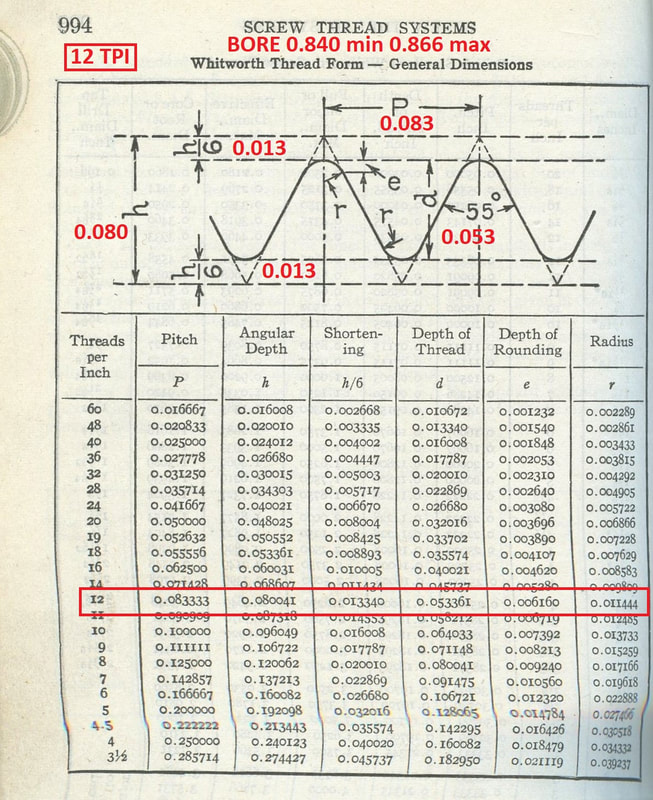
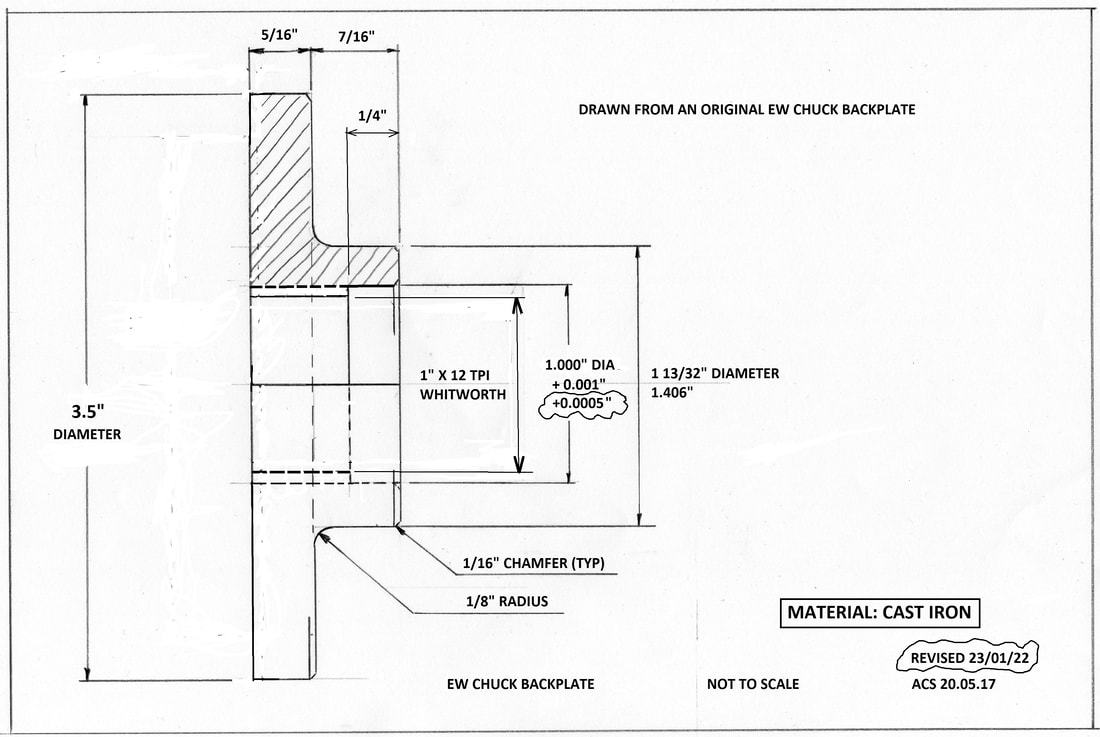
ABOVE, A DRAWING OF THE CHUCK BACKPLATE. ON THE RIGHT, I COPIED A PAGE FROM MACHINERY`S HANDBOOK PAGE 994 TO OBTAIN DETAILS OF THE WHITWORTH 12 TPI THREADFORM AND ADDED THE VALUES ON THIS SHEET IN RED. THEN I MEASURED THE BORES OF VARIOUS ORIGINAL EW BACKPLATES AND FOUND THAT THESE VARIED BETWEEN 0.840 AND 0.866. HOWEVER MARTIN CLEEVE RECOMMENDS THAT THE BORE SHOULD BE 0.900. I USED HIS RECOMMENDATION AND ALL WENT WELL. NOTE THAT I`VE REVISED THE LIMITS ON THE SPINDLE REGISTER DIAMETER.
|
|
MACHINING A BACKPLATE FOR THE 3 JAW CHUCK

|

|
THE RECOMMENDED THREE JAW CHUCK FOR THE EW LATHE IS THE BURNERD 3 1/4 INCH DIAMETER. IF YOU DON`T HAVE A 4 JAW CHUCK THEN YOU WILL HAVE TO ASK A FRIEND TO ROUGH IT OUT FOR YOU AND THEN YOU CAN FINISH MACHINE IT ON YOUR EW LATHE ONCE IT ISMOUNTED ON THE SPINDLE.
YOU WILL NEED TO SOURCE A 7/8" SLICE OF CAST IRON CUT FROM A BAR OF ABOUT 3 1/2" DIAMETER. THERE ARE BACKPLATE CASTINGS AVAILABLE FROM VARIOUS SUPPLIERS BUT THERE IS A LOT OF PALAVER CUTTING THROUGH THE INCREDIBLY HARD OUTER LAYER SO THAT I PREFER THEM CUT FROM A BAR AS THESE ARE MORE LIKELY NOT TO HAVE HARD SPOTS CAST IN THEM.
ABOVE YOU CAN SEE A BLANK MOUNTED IN A THREE JAW CHUCK ON MY BOXFORD, THE FIRST OPERATION WAS TO DRILL A HOLE THROUGH THE BLANK. THE FINISHED DIAMETER OF THE HOLE WILL BE 0.9" SO I DRILLED IT A 1/16" SMALLER AND FINISH BORED IT DURING THE SCREW CUTTING OPERATION. STARTING WITH A CUT TO CLEAN UP THE FACE AND THEN CUT THE OD TO CLEAN IT UP SO IT CAN BE CHUCKED ACCURATELY FOR THE NEXT STAGE.
REMOVE FROM THE CHUCK AND REVERSE IT AND CLEAN UP THE FACE.
YOU WILL NEED TO SOURCE A 7/8" SLICE OF CAST IRON CUT FROM A BAR OF ABOUT 3 1/2" DIAMETER. THERE ARE BACKPLATE CASTINGS AVAILABLE FROM VARIOUS SUPPLIERS BUT THERE IS A LOT OF PALAVER CUTTING THROUGH THE INCREDIBLY HARD OUTER LAYER SO THAT I PREFER THEM CUT FROM A BAR AS THESE ARE MORE LIKELY NOT TO HAVE HARD SPOTS CAST IN THEM.
ABOVE YOU CAN SEE A BLANK MOUNTED IN A THREE JAW CHUCK ON MY BOXFORD, THE FIRST OPERATION WAS TO DRILL A HOLE THROUGH THE BLANK. THE FINISHED DIAMETER OF THE HOLE WILL BE 0.9" SO I DRILLED IT A 1/16" SMALLER AND FINISH BORED IT DURING THE SCREW CUTTING OPERATION. STARTING WITH A CUT TO CLEAN UP THE FACE AND THEN CUT THE OD TO CLEAN IT UP SO IT CAN BE CHUCKED ACCURATELY FOR THE NEXT STAGE.
REMOVE FROM THE CHUCK AND REVERSE IT AND CLEAN UP THE FACE.
|

|
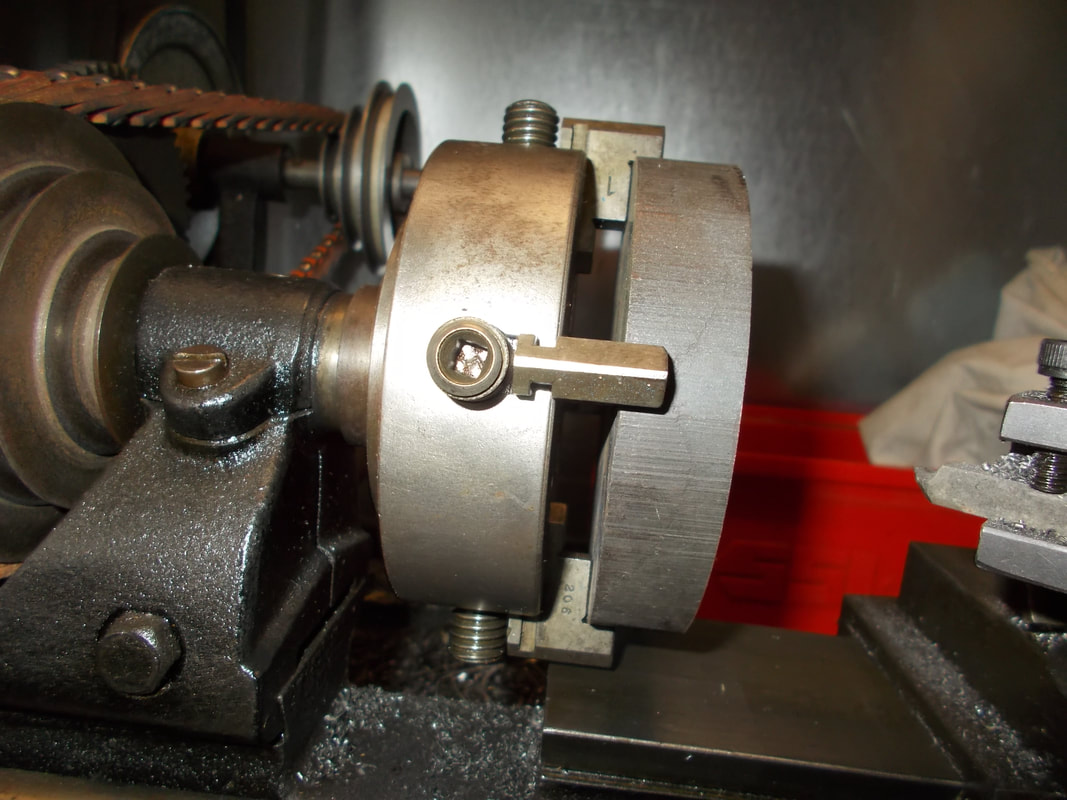
ABOVE IS A 4 INCH DIAMETER SLICE OF CAST IRON HELD IN A BURNERD 4 JAW CHUCK ON THE EW LATHE. YOU CAN SEE ON THE RIGHT HAND IMAGE THAT THERE IS CLEARANCE BETWEEN THE CHUCK JAW AND THE LATHE BED.
SCREW CUTTING THE BACKPLATE
SCREW CUTTING IS ONE OF THE MACHINING OPERATIONS THAT I HAVE NOT DONE FOR ABOUT 30 YEARS, SO THAT I NEEDED TO REFRESH MY MEMORY ABOUT THIS POSSIBLY DIFFICULT TASK.
WHERE BETTER TO START THAN READING UP THE INFORMATION IN THIS VERY INFORMATIVE BOOK .
|

|
MARTIN CLEEVE WAS A PROLIFIC WRITER THAT HAD MANY OF HIS ARTICLES PUBLISHED IN THE "MODEL ENGINEER" MAGAZINE AND THIS BOOK PUBLISHED BY "ARGUS BOOKS" CAN BE SOURCED VIA THE MODEL ENGINEER WEBSITE. IT DOES HAVE SOME SMALL MISTAKES IN IT, BUT NEVERTHELESS, IT IS A GOOD SOURCE OF INFORMATION. THERE IS A SERIES OF SMALL BOOKS AVAILABLE, IN A SERIES OF AROUND 27, WRITTEN BY SERIOUS MODEL ENGINEERS THAT ARE EXTREMELY USEFUL AND AVAILABLE FROM ARGUS AT A MINI PRICE.
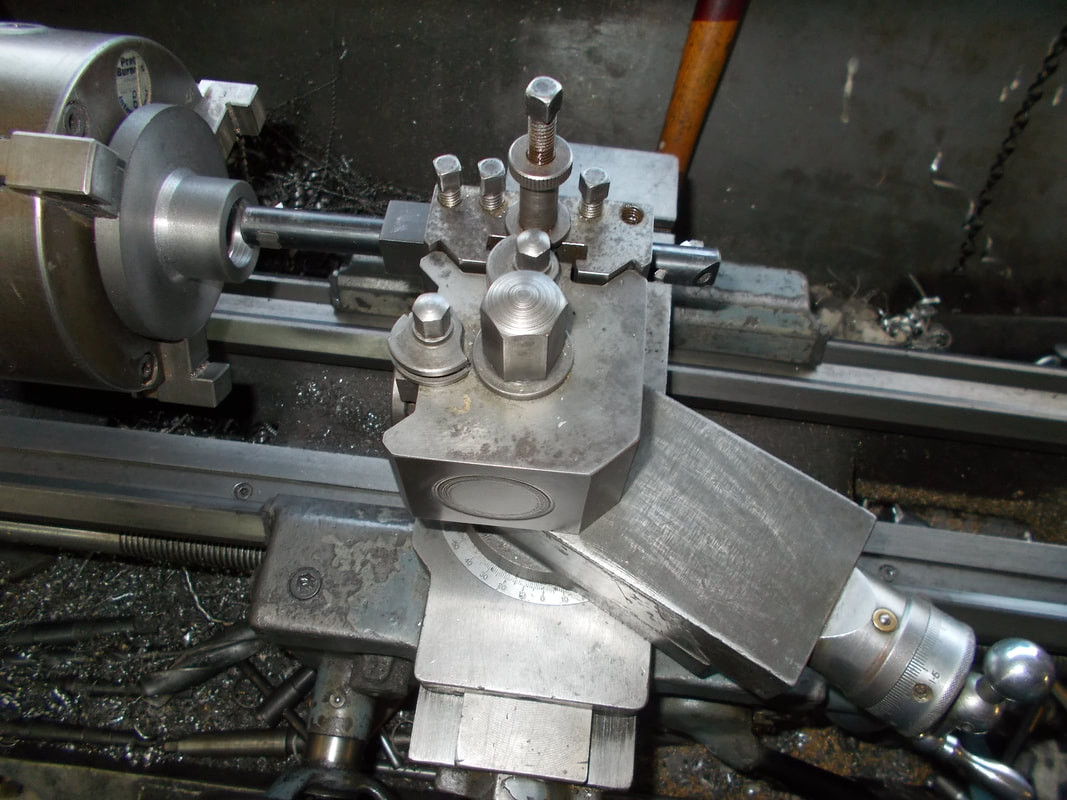
IN THE UPPER RIGHT HAND IMAGE I HAVE USED A BORING BAR WITH A 1/4 INCH SQUARE HSS TOOL INSERT GROUND TO THE 55 DEGREE INCLUDED ANGLE FOR WHITWORTH THREAD FORM. THE SET UP IS AS DESCRIBED IN THE BOOK ON PAGE 149 FIG.58. THIS IS WITH THE INVERTED TOOL MACHINING ON THE OPPOSITE SIDE OF THE BORE. THE FEED IS VIA THE TOP SLIDE SET AT HALF OF THE INCLUDED ANGLE OF 26 DEGREES FROM THE CROSS SLIDE CENTRELINE. THE SHARP SIGHTED WILL SEE THAT THE TOP SLIDE IN THIS IMAGE HAS BEEN SET OVER 26 DEGREES FROM THE LATHE CENTRELINE, THIS IS INCORRECT!
THERE WAS A DISASTER DUE TO THE BORING BAR BEING DISLOCATED BY A WRONG MOVE DURING THE REPETETIVE CUTTING CYCLE. ON WITHDRAWING THE TOOL AFTER A CUT, THE BORING BAR WAS MOVED IN THE WRONG DIRECTION AGAINST THE BORE AND UNKNOWN TO ME PUSHED OFF POSITION AND WHEN I MADE THE NEXT CUT, THE TOOL RIPPED INTO THE THREAD AND SCRAPPED THE BACKPLATE.
THIS WAS PARTLY DUE TO THE BORING BAR ASSEMBLY BEING JUST SLIGHTLY SMALLER THAN THE BORE, SO I RECOMMEND THAT YOU DO THE SCREW CUTTING FIRST AND IF YOU ARE UNSUCCESSFUL WITH THE SCREW CUT THEN THERE IS A STILL A LARGE PIECE OF MATERIAL LEFT THAT CAN BE USED FOR ANOTHER PURPOSE.
IN THE UPPER RIGHT HAND IMAGE I HAVE USED A BORING BAR WITH A 1/4 INCH SQUARE HSS TOOL INSERT GROUND TO THE 55 DEGREE INCLUDED ANGLE FOR WHITWORTH THREAD FORM. THE SET UP IS AS DESCRIBED IN THE BOOK ON PAGE 149 FIG.58. THIS IS WITH THE INVERTED TOOL MACHINING ON THE OPPOSITE SIDE OF THE BORE. THE FEED IS VIA THE TOP SLIDE SET AT HALF OF THE INCLUDED ANGLE OF 26 DEGREES FROM THE CROSS SLIDE CENTRELINE. THE SHARP SIGHTED WILL SEE THAT THE TOP SLIDE IN THIS IMAGE HAS BEEN SET OVER 26 DEGREES FROM THE LATHE CENTRELINE, THIS IS INCORRECT!
THERE WAS A DISASTER DUE TO THE BORING BAR BEING DISLOCATED BY A WRONG MOVE DURING THE REPETETIVE CUTTING CYCLE. ON WITHDRAWING THE TOOL AFTER A CUT, THE BORING BAR WAS MOVED IN THE WRONG DIRECTION AGAINST THE BORE AND UNKNOWN TO ME PUSHED OFF POSITION AND WHEN I MADE THE NEXT CUT, THE TOOL RIPPED INTO THE THREAD AND SCRAPPED THE BACKPLATE.
THIS WAS PARTLY DUE TO THE BORING BAR ASSEMBLY BEING JUST SLIGHTLY SMALLER THAN THE BORE, SO I RECOMMEND THAT YOU DO THE SCREW CUTTING FIRST AND IF YOU ARE UNSUCCESSFUL WITH THE SCREW CUT THEN THERE IS A STILL A LARGE PIECE OF MATERIAL LEFT THAT CAN BE USED FOR ANOTHER PURPOSE.

|

|

|
ABOVE, I TURNED UP A NEW DEDICATED BORING BAR FROM 3/4 INCH STEEL SQUARE BAR AND DRILLED IT FOR A 3/16 INCH HSS ROUND TOOL BIT AND REDUCING THE DIAMETER OF THE BIT TO THE CENTRELINE THEN GROUND THE WHITWORTH PROFILE ON IT, THIS GAVE ROOM TO MANOEUVRE WITHIN THE BORE. THE CENTRE IMAGE SHOWS THE COMPLETED TOOL BUT I SCREW CUT THE THREAD WITH THE TOOL INVERTED AS SHOWN IN THE ABOVE IMAGE. THEN AFTER THE THREAD WAS 90% COMPLETED I FINISHED IT OFF WITH A TAP AS SHOWN ON THE RIGHT IMAGE BUT PLEASE SUPPORT THE TAP WTH A CENTRE HELD IN THE TAILSTOCK WHILE DOING THIS SO THAT THE TAP CUTS TRUE.
|

|
|
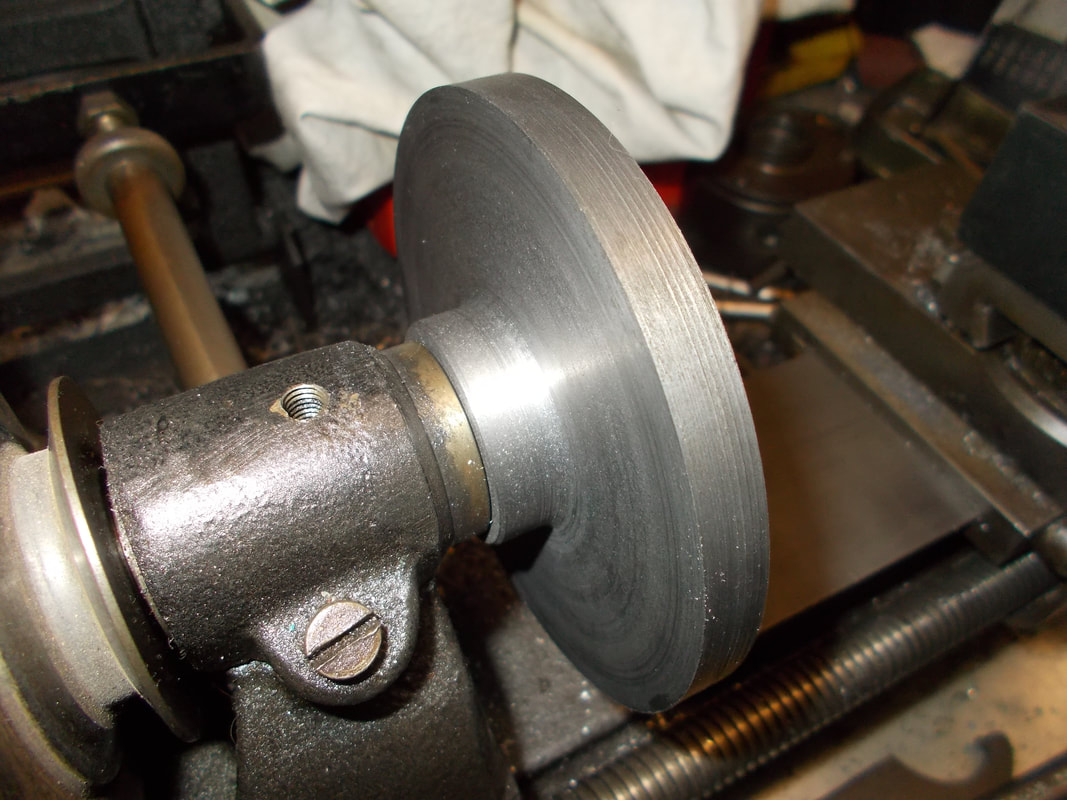
THE ROUGHED OUT BACKPLATE NOW MOUNTED ON THE EW SPINDLE AND BEING MACHINED TO THE CORRECT DIAMETER. IN THE CENTRE IMAGE THE FRONT FACE OF THE BACKPLATE IS BEING MACHINED TO SUIT THE CHUCK REGISTER.
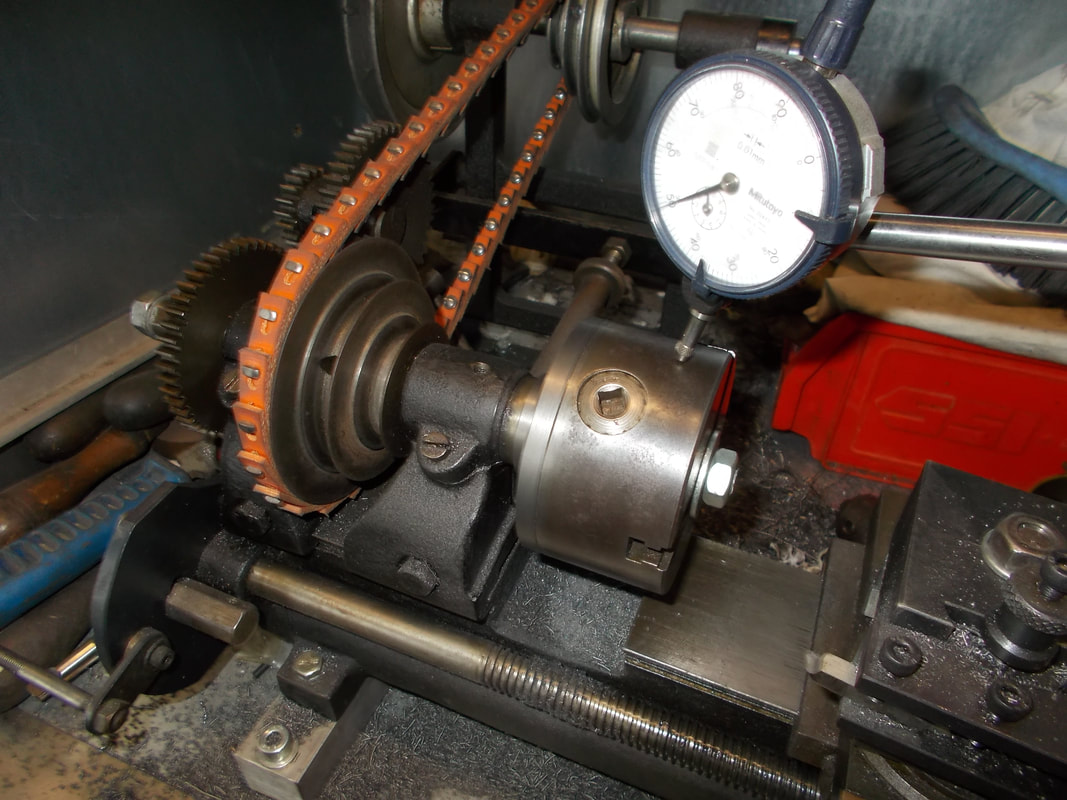
ABOVE RIGHT. THE CHUCK WAS ASSEMBLED ON THE BACKPLATE USING A THREADED STUD THROUGH THE SPINDLE BORE JUST TO CHECK THE CONCENTRICITY OF THE CHUCK. THE RUN OUT WAS 1 1/2 THOU, PROBABLY DUE TO THE OD OF THE CHUCK NOT BEING CONCENTRIC WITH THE REGISTER BUT A REASONABLE RESULT.
ABOVE RIGHT. THE CHUCK WAS ASSEMBLED ON THE BACKPLATE USING A THREADED STUD THROUGH THE SPINDLE BORE JUST TO CHECK THE CONCENTRICITY OF THE CHUCK. THE RUN OUT WAS 1 1/2 THOU, PROBABLY DUE TO THE OD OF THE CHUCK NOT BEING CONCENTRIC WITH THE REGISTER BUT A REASONABLE RESULT.
SCREWCUTTING THE BACKPLATE ON THE EW.
THIS WILL BE DIFFICULT AS SCREWCUTTING WITH THE FACTORY SUPPLIED SCREWCUTTING KIT IS NOT POSSIBLE TO DO UNDER POWER AS THERE IS NO LEADSCREW CLUTCH. THIS WAS ORIGINALLY DESIGNED TO BE DONE MANUALLY BY HAVING A HAND LEVER ATTACHED TO THE COUNTERSHAFT DRIVE PULLEY. NOT THE BEST WAY OF DOING IT BUT Mr. STRINGER WAS TRYING TO KEEP THE PRICE AFFORDABLE.
ALTHOUGH I`VE NEVER DONE ANY SCREWCUTTING ON THE EW, I CAN IMAGINE THAT CUTTING A 40 TPI THREAD MIGHT BE OK BUT A 12 TPI THREAD COULD BE EXHAUSTING.
IF YOU HAVE FITTED A CLUTCH TO YOUR EW LEADSCREW THEN SCREWCUTTING CAN BE DONE UNDER POWER BUT WILL HAVE TO BE DONE THE OPPOSITE WAY. ie. THE FEED WILL HAVE TO BE AWAY FROM THE CHUCK SO THAT YOU NEED TO HAVE A REVERSIBLE MOTOR, THIS IS BECAUSE THERE WILL BE A DANGER, THAT IF THE FEED IS TOWARDS THE CHUCK, THERE IS A POSSIBILITY THAT THE TOOL COULD PLOUGH INTO THE CHUCK DURING A CARELESS MOMENT. HOWEVER, IF YOU HAVE FITTED THE CLUTCH STOP THAT I DESIGNED, THIS WILL ENABLE YOU TO STOP THE FEED ACCURATELY AND AUTOMATICALLY WITHIN A FEW THOU, THUS ELIMINATING THIS DANGER. TO BE EXPANDED
ALTHOUGH I`VE NEVER DONE ANY SCREWCUTTING ON THE EW, I CAN IMAGINE THAT CUTTING A 40 TPI THREAD MIGHT BE OK BUT A 12 TPI THREAD COULD BE EXHAUSTING.
IF YOU HAVE FITTED A CLUTCH TO YOUR EW LEADSCREW THEN SCREWCUTTING CAN BE DONE UNDER POWER BUT WILL HAVE TO BE DONE THE OPPOSITE WAY. ie. THE FEED WILL HAVE TO BE AWAY FROM THE CHUCK SO THAT YOU NEED TO HAVE A REVERSIBLE MOTOR, THIS IS BECAUSE THERE WILL BE A DANGER, THAT IF THE FEED IS TOWARDS THE CHUCK, THERE IS A POSSIBILITY THAT THE TOOL COULD PLOUGH INTO THE CHUCK DURING A CARELESS MOMENT. HOWEVER, IF YOU HAVE FITTED THE CLUTCH STOP THAT I DESIGNED, THIS WILL ENABLE YOU TO STOP THE FEED ACCURATELY AND AUTOMATICALLY WITHIN A FEW THOU, THUS ELIMINATING THIS DANGER. TO BE EXPANDED
DRILLING THE BACKPLATE FOR THE CHUCK MOUNTING BOLTS. THE EASY WAY.
ON THE BURNERD THREE JAW CHUCKS THE MOUNTING HOLES ON THE REAR OF THE CHUCK ARE BLIND AND THE CHALLENGE IS TO ACCURATELY DRILL THE BACKPLATE SO THAT THE HOLES LINE UP WITH THE THREADED HOLES IN THE CHUCK. I`VE HEARD OF METHODS USED BY TOOLMAKERS IN THE PAST TO DO THIS AND ONE OF THEM IS TO PUT CHALK DUST IN THE CHUCK HOLES AND PLACE THE BACKPLATE IN POSITION ON THE REAR OF THE CHUCK AND PLACING THE ASSEMBLY ON THE BENCH WITH THE BACKPLATE UNDER, GIVE THE CHUCK A SMART BLOW WITH A RUBBER HAMMER TO TRANSFER THE CHALK DUST ONTO THE BACKPLATE.
THIS METHOD DOES REQUIRE THAT THE CIRCLES OF DUST ARE USED AS A GUIDE TO CENTRE PUNCH THE BACKPLATE FOR LOCATING THE HOLES AND IN MY ESTIMATION NOT A VERY GOOD OR ACCURATE WAY TO CARRY THIS OPERATION OUT.
THIS METHOD DOES REQUIRE THAT THE CIRCLES OF DUST ARE USED AS A GUIDE TO CENTRE PUNCH THE BACKPLATE FOR LOCATING THE HOLES AND IN MY ESTIMATION NOT A VERY GOOD OR ACCURATE WAY TO CARRY THIS OPERATION OUT.

|
|

|
AS I HAVE AN IDENTICAL THREE JAW CHUCK FOR MY OWN LATHE THEN THE BACKPLATE COULD BE USED AS A JIG FOR DRILLING THE HOLES IN THE NEW BACKPLATE
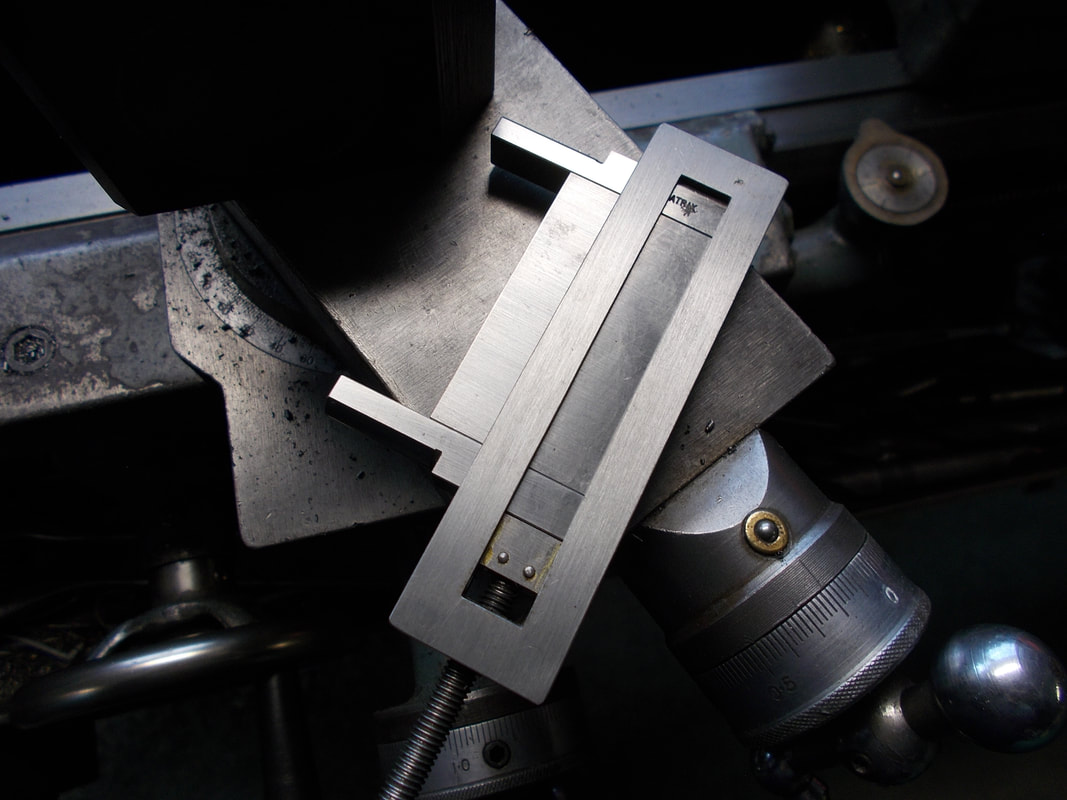
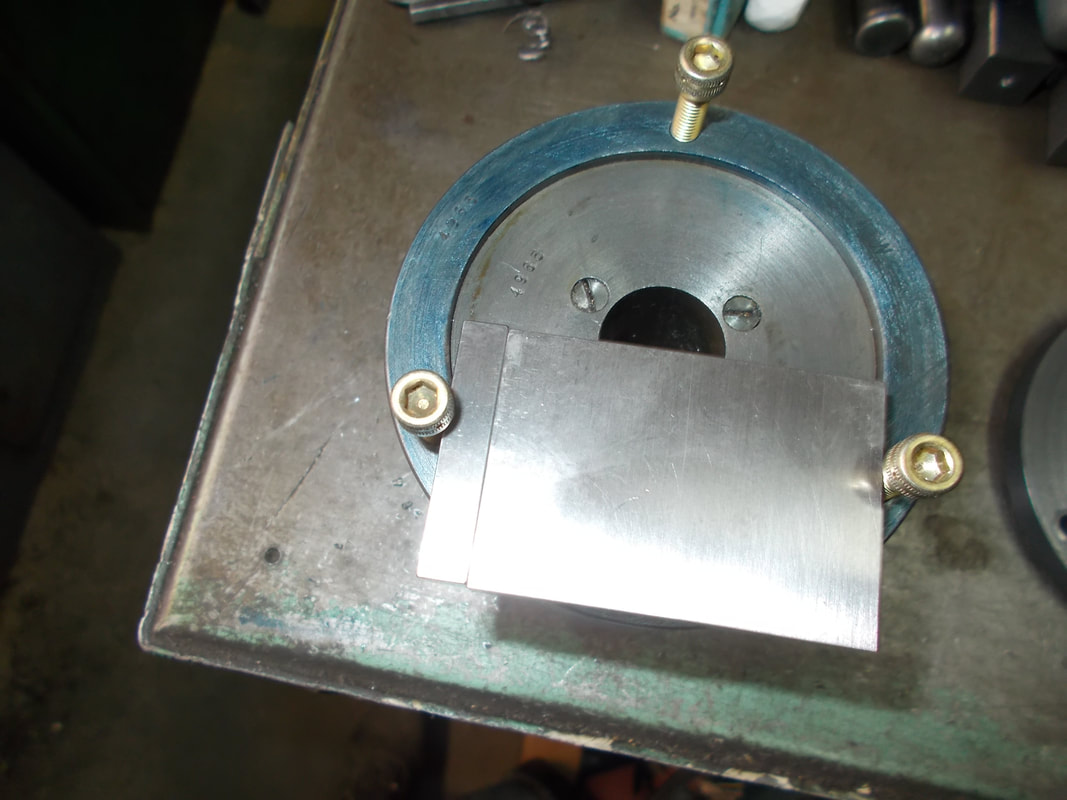
ABOVE LEFT, I USED ONE OF THE SLICES OF CAST IRON DESTINED TO BE MACHINED UP TO PRODUCE A BACKPLATE. THIS WOULD NOT BE WASTED AS IT COULD BE RE USED AT A LATER DATE TO PRODUCE A BURNERD 4 JAW CHUCK BACKPLATE AS THIS IS MUCH SMALLER IN DIAMETER. I MACHINED THE REGISTER, AS FOR THE REAR OF THE CHUCK, USING THE SLIP GAUGE ASSEMBLY SHOWN IN THE CENTRE IMAGE TO OBTAIN AN ACCURATE DIAMETER. IN THE RIGHT HAND IMAGE THE ORIGINAL BACKPLATE PUSHED ONTO THE JIG.
ABOVE LEFT, I USED ONE OF THE SLICES OF CAST IRON DESTINED TO BE MACHINED UP TO PRODUCE A BACKPLATE. THIS WOULD NOT BE WASTED AS IT COULD BE RE USED AT A LATER DATE TO PRODUCE A BURNERD 4 JAW CHUCK BACKPLATE AS THIS IS MUCH SMALLER IN DIAMETER. I MACHINED THE REGISTER, AS FOR THE REAR OF THE CHUCK, USING THE SLIP GAUGE ASSEMBLY SHOWN IN THE CENTRE IMAGE TO OBTAIN AN ACCURATE DIAMETER. IN THE RIGHT HAND IMAGE THE ORIGINAL BACKPLATE PUSHED ONTO THE JIG.

|

|

|
ABOVE LEFT, THE HOLES IN THE ORIGINAL BACKPLATE BEING SPOTTED THROUGH ONTO THE JIG AND IN THE CENTRE IMAGE, THE HOLES BEING DRILLED THROUGH THE JIG. THE RIGHT HAND IMAGE SHOWS THE JIG NOW BOLTED ONTO THE NEW BACKPLATE, BEING USED TO DRILL THE CLEARANCE HOLES FOR THE MOUNTING BOLTS.
NOW THE HARD WAY
UNFORTUNATELY THE DECKEL MILL IS NOT RUNNING AT THE MOMENT SO I WILL SHOW A SIMILAR OPERATION BEING CARRIED OUT.
|
|
ACCURATE DIMENSIONS FOR THE THREE CHUCK MOUNTING HOLES HAVE TO BE ESTABLISHED AND IN THE ABOVE LEFT IMAGE,BOLTS HAVE BEEN INSERTED INTO THE HOLES AND THE DISTANCE BETWEEN THEM FOUND BY USING SLIP GAUGES. THE CENTRES OF THE THREE HOLES FORMS AN EQUILATERAL TRIANGLE AND ADDING THE DIAMETER OF THE 3/16 INCH BOLT IN THIS CASE GIVES A LENGTH OF THE SIDE OF THE TRIANGLE OF 2.4435 INCHES. THEN BY USING SIMPLE TRIG, HALF OF THE SIDE IS 1.222 INCHES, HALF OF THE ANGLE BETWEEN THE SIDES OF THE TRIANGLE IS 30 DEGREES. THE COSINE OF 30 DEGREES BEING 0.86660. THEN DIVIDING THE BASE BY COS 30 TO GIVE THE HYPOTENUSE WHICH IS THE PITCH CIRCLE RADIUS OF THE HOLES FROM THE CENTRELINE, GIVING 1 411 INCHES.
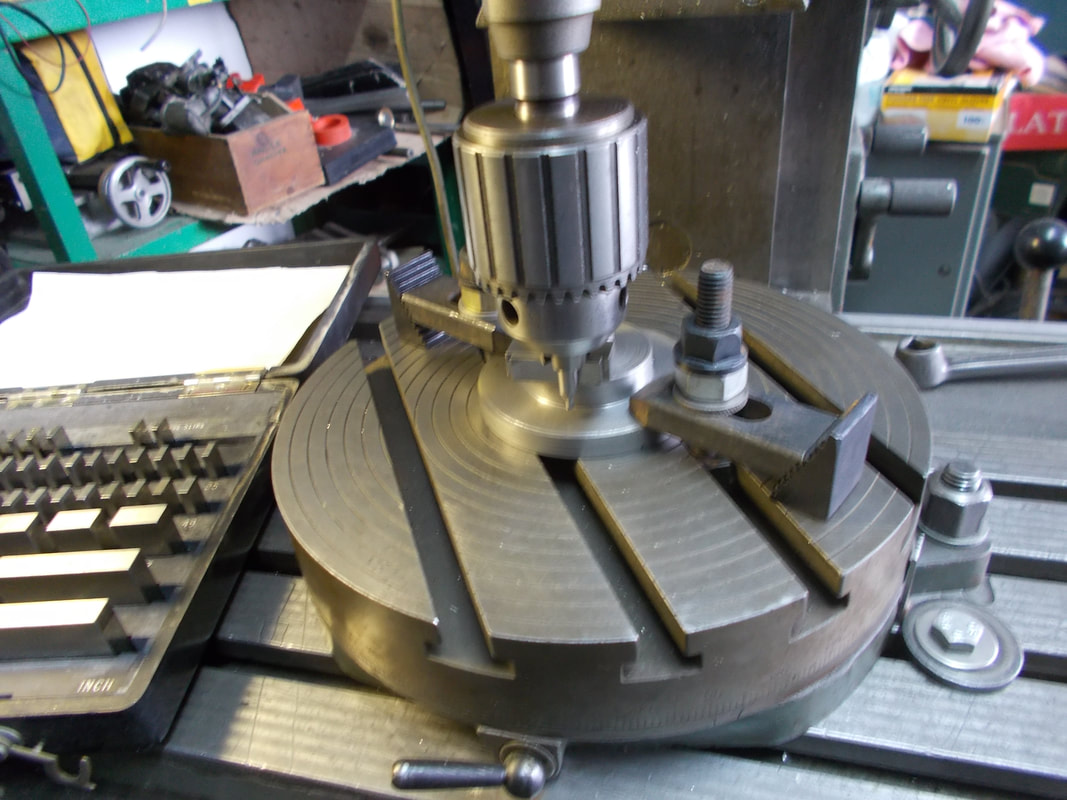
AS SHOWN ON THE RIGHT IMAGE, THE BACKPLATE IS MOUNTED ON A ROTARY TABLE MOUNTED ON THE TABLE OF A VERTICAL MILLING MACHINE. FIRSTLY CENTRING THE ROTARY TABLE WITH THE SPINDLE CENTRELINE AND THEN CENTRE THE BACKPLATE ON THE ROTARY TABLE. THEN USING THE DIAL ON THE X OR Y AXIS TO MOVE THE TABLE THE 1,411 INCHES RADIUS FROM THE CENTRELINE OF THE SPINDLE, LOCK THE SLIDES AND SPOT THE HOLES USING A CENTRE DRILL, REMOVE THE BACKPLATE AND DRILL THE CLEARANCE HOLES ON THE DRILLING MACHINE.
REMOVE ALL BURRS AND SIMPLY BOLT THE CHUCK TO THE BACKPLATE, MOUNT IT ON THE EW SPINDLE AND CHECK THE OD FOR CONCENTRICITY. CHUCK A ROUND PIECE OF PRECISION GROUND METAL SUCH AS SILVER STEEL AND AGAIN CHECK FOR CONCENTRICITY AT THE CHUCK JAWS AND THEN SAY 4 INCHES FROM THE CHUCK.
IF THERE IS A DIFFERENCE IN THE RUN OUT THEN YOU MAY HAVE TO SCRAPE THE BACKPLATE FACE TO CORRECT THIS.
AS SHOWN ON THE RIGHT IMAGE, THE BACKPLATE IS MOUNTED ON A ROTARY TABLE MOUNTED ON THE TABLE OF A VERTICAL MILLING MACHINE. FIRSTLY CENTRING THE ROTARY TABLE WITH THE SPINDLE CENTRELINE AND THEN CENTRE THE BACKPLATE ON THE ROTARY TABLE. THEN USING THE DIAL ON THE X OR Y AXIS TO MOVE THE TABLE THE 1,411 INCHES RADIUS FROM THE CENTRELINE OF THE SPINDLE, LOCK THE SLIDES AND SPOT THE HOLES USING A CENTRE DRILL, REMOVE THE BACKPLATE AND DRILL THE CLEARANCE HOLES ON THE DRILLING MACHINE.
REMOVE ALL BURRS AND SIMPLY BOLT THE CHUCK TO THE BACKPLATE, MOUNT IT ON THE EW SPINDLE AND CHECK THE OD FOR CONCENTRICITY. CHUCK A ROUND PIECE OF PRECISION GROUND METAL SUCH AS SILVER STEEL AND AGAIN CHECK FOR CONCENTRICITY AT THE CHUCK JAWS AND THEN SAY 4 INCHES FROM THE CHUCK.
IF THERE IS A DIFFERENCE IN THE RUN OUT THEN YOU MAY HAVE TO SCRAPE THE BACKPLATE FACE TO CORRECT THIS.
PROBLEMS WITH SCREWED BACKPLATES
HAVING MACHINED UP SEVERAL EW BACKPLATES AND FITTING THEM TO CHUCKS, I STUMBLED UPON A PROBLEM THAT IS INHERENT IN THE DESIGN OF THE SPINDLE OF ANY LATHE THAT USES A SCREWED CONNECTION FOR THE MOUNTING OF A CHUCK!
NOTE THAT I`VE REVISED THE LIMITS ON THE SPINDLE REGISTER DIAMETER.
|
|
THE PROBLEM IS THAT THE BACKPLATE HAS TO FIT THE REGISTER AND THE FLANKS OF THE THREAD VERY ACCURATELY TO ELIMINATE ANY MOVEMENT BETWEEN THE SPINDLE AND THE BACKPLATE/CHUCK ASSEMBLY DURING MACHINING. NORMALLY YOU JUST SCREW THE CHUCK ON THE SPINDLE AND THINK NO MORE ABOUT IT BUT WHEN I WAS CHECKING OUT THE FIRST BACKPLATE I MACHINED, I DISCOVERED THAT THE THREAD WAS NOT ACCURATE ENOUGH TO KEEP THE BACKPLATE FROM MOVING WHILE MOUNTED ON THE SPINDLE.
IF YOU LOOK AT THE DRAWING OF THE EW BACKPLATE ABOVE LEFT, THERE IS A VERY SHORT DISTANCE BETWEEN THE END OF THE REGISTER AND THE FRONT OF THE BACKPLATE. IN FACT THE LENGTH OF THREAD IS ONLY 1/2 INCH! THIS SHORT LENGTH MAKES THE EW BACKPLATE PRONE TO LATERAL MOVEMENT.
HOW I CHECKED OUT THE BACKPLATE WAS TO MOUNT IT ON THE SPINDLE WTH THE CHUCK ATTACHED AND THEN WITH THE AID OF AN ACCURATE DIAL INDICATOR (OR CLOCK AS WE USED TO CALL THEM) MEASURE THE RUN OUT OF THE CHUCK DIAMETER. AS SHOWN IN THE RIGHT HAND (TEMPORARY) IMAGE. THEN WITH A LENGTH OF ROD GRIPPED IN THE CHUCK, I APPLIED AN UPWARD/DOWNWARD FORCE ON IT AND FOUND OUT THAT THE CHUCK WAS MOVING SEVERAL THOU. THERE HAS TO BE CLEARANCES IN THE SPINDLE BEARINGS, THE CHUCK REGISTER AND THE SPINDLE THREAD SO THAT THEY CAN BE ASSEMBLED TOGETHER SO THIS CAN NEVER BE A TRULY ACCURATE WAY TO MOUNT A CHUCK!
THEN I MOUNTED A FACTORY SUPPLIED CHUCK ASSEMBLY ON THE SPINDLE AND APPLYING THE SAME FORCE ON THE GRIPPED ROD, A READING OF 2.5 THOU MOVEMENT WAS REGISTERED. I SCRAPPED THE NEW BACKPLATE AND MOUNTED ANOTHER NEW ONE THAT WAS MORE ACCURATE AND OBTAINED THE SAME RESULT AS THE FACTORY ONE.
THIS GOT ME INTO A DESIGN MODE SO THAT I WAS MULLING OVER WHAT COULD BE DONE ABOUT THIS.
IF YOU LOOK AT THE DRAWING OF THE EW BACKPLATE ABOVE LEFT, THERE IS A VERY SHORT DISTANCE BETWEEN THE END OF THE REGISTER AND THE FRONT OF THE BACKPLATE. IN FACT THE LENGTH OF THREAD IS ONLY 1/2 INCH! THIS SHORT LENGTH MAKES THE EW BACKPLATE PRONE TO LATERAL MOVEMENT.
HOW I CHECKED OUT THE BACKPLATE WAS TO MOUNT IT ON THE SPINDLE WTH THE CHUCK ATTACHED AND THEN WITH THE AID OF AN ACCURATE DIAL INDICATOR (OR CLOCK AS WE USED TO CALL THEM) MEASURE THE RUN OUT OF THE CHUCK DIAMETER. AS SHOWN IN THE RIGHT HAND (TEMPORARY) IMAGE. THEN WITH A LENGTH OF ROD GRIPPED IN THE CHUCK, I APPLIED AN UPWARD/DOWNWARD FORCE ON IT AND FOUND OUT THAT THE CHUCK WAS MOVING SEVERAL THOU. THERE HAS TO BE CLEARANCES IN THE SPINDLE BEARINGS, THE CHUCK REGISTER AND THE SPINDLE THREAD SO THAT THEY CAN BE ASSEMBLED TOGETHER SO THIS CAN NEVER BE A TRULY ACCURATE WAY TO MOUNT A CHUCK!
THEN I MOUNTED A FACTORY SUPPLIED CHUCK ASSEMBLY ON THE SPINDLE AND APPLYING THE SAME FORCE ON THE GRIPPED ROD, A READING OF 2.5 THOU MOVEMENT WAS REGISTERED. I SCRAPPED THE NEW BACKPLATE AND MOUNTED ANOTHER NEW ONE THAT WAS MORE ACCURATE AND OBTAINED THE SAME RESULT AS THE FACTORY ONE.
THIS GOT ME INTO A DESIGN MODE SO THAT I WAS MULLING OVER WHAT COULD BE DONE ABOUT THIS.
IMPROVING THE EW SPINDLE AND CHUCK MOUNTING
I OFTEN DESIGN THINGS IN MY HEAD WHILE WATCHING TELEVISION AND THEN DRAW OUT THE IDEAS ON PAPER LATER TO PROVE THEM. IDEAS THAT SEEM TO BE EXCELLENT CAN OFTEN FALL BY THE WAYSIDE WHEN VIEWED ON PAPER.
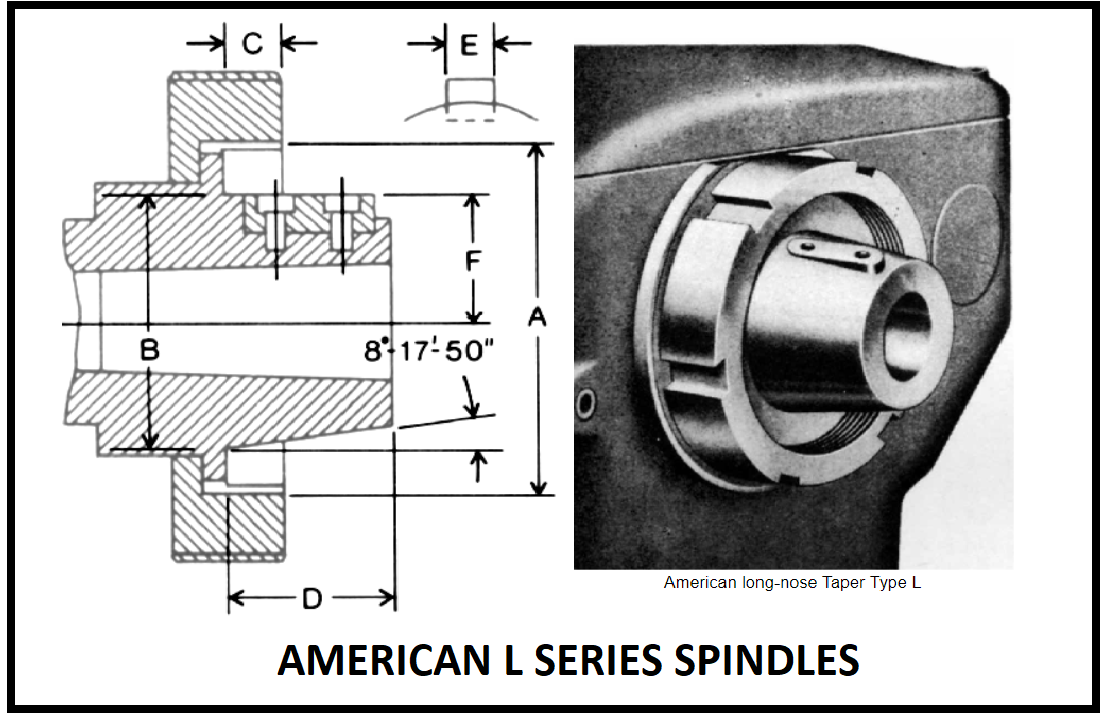
MODERN LATHES USE SPINDLES WHERE THE CHUCKS ARE POSITIVELY LOCATED ON THEM SUCH AS THE AMERICAN L SERIES, THE CAMLOCK OR CHUCKS BOLTED DIRECTLY ONTO THE SPINDLE. I HAVE OWNED LATHES WITH THE L SERIES AND CAMLOCK SYSTEMS THAT WERE EXCELLENT TO USE BUT THE CAMLOCK SYSTEM WOULD BE TOO COMPLEX TO ADAPT TO THE EW. THE LOO SPINDLE THAT IS ON MY BOXFORD VSL LATHE WOULD BE EASIER TO ADAPT SO LET`S HAVE A LOOK AT IT.
MODERN LATHES USE SPINDLES WHERE THE CHUCKS ARE POSITIVELY LOCATED ON THEM SUCH AS THE AMERICAN L SERIES, THE CAMLOCK OR CHUCKS BOLTED DIRECTLY ONTO THE SPINDLE. I HAVE OWNED LATHES WITH THE L SERIES AND CAMLOCK SYSTEMS THAT WERE EXCELLENT TO USE BUT THE CAMLOCK SYSTEM WOULD BE TOO COMPLEX TO ADAPT TO THE EW. THE LOO SPINDLE THAT IS ON MY BOXFORD VSL LATHE WOULD BE EASIER TO ADAPT SO LET`S HAVE A LOOK AT IT.
|

|
ABOVE DETAILS OF THE AMERICAN L SERIES SPINDLES, UNFORTUNATELY THE WHOLE SPINDLE WILL HAVE TO BE REPLACED SO NOW IS THE CHALLENGE TO DESIGN AN EW SPINDLE THAT ENCOMPASSES THE LOO DESIGN.
ONE BIG ADVANTAGE OF THE L SERIES IS THAT THE BACKPLATES ARE LOCATED BY A KEY SO WILL NOT UNSCREW WHEN THE SPINDLE IS SUDDENLY REVERSED. WE CAN INCORPORATE THIS DESIGN FEATURE PROBABLY BY A PEG NOT A KEY. SO I WILL HAVE TO GET CRACKING AND CHURN SOMETHING OUT!
ONE BIG ADVANTAGE OF THE L SERIES IS THAT THE BACKPLATES ARE LOCATED BY A KEY SO WILL NOT UNSCREW WHEN THE SPINDLE IS SUDDENLY REVERSED. WE CAN INCORPORATE THIS DESIGN FEATURE PROBABLY BY A PEG NOT A KEY. SO I WILL HAVE TO GET CRACKING AND CHURN SOMETHING OUT!
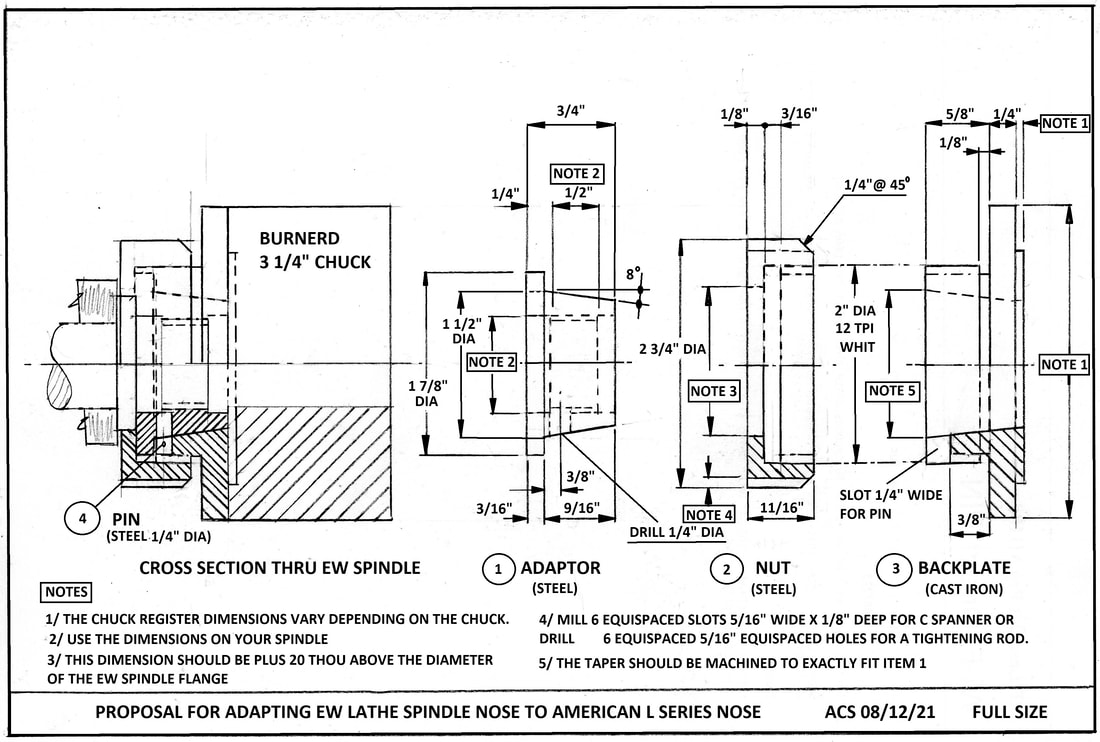
HERE IT IS! PLEASE REMEMBER THAT THIS IS A SUGGESTION AND IF ANYBODY WANTS TO TRY THIS OUT CARE SHOULD BE TAKEN AS IT IS UNCHECKED AND A PROTOTYPE HAS NOT BEEN MADE YET.
WHAT I HAVE DONE IS TO DESIGN AN ADAPTOR THAT CAN BE FITTED TO THE EW SPINDLE NOSE USING A LOCTITE GLUE TO HOLD IT SOLIDLY IN PLACE AND IF MORE SECURITY IS REQUIRED, THE PIN CAN BE EXTENDED INTO THE SPINDLE. THIS IS REVERSIBLE AS THE ADAPTOR CAN BE REMOVED BY HEATING IT UP AND THE PIN HOLE IN THE EW SPINDLE WILL NOT CAUSE ANY PROBLEMS.
AN INTERESTING POINT IS THAT IF YOU LOOK AT THE TAPER SHOWN ON THE L SERIES SPINDLE DRAWING, THIS IS AN INCREDIBLY COMPLEX ANGLE OF 8 DEGREES 17 MINUTES AND 50 SECONDS! I CALCULATED THIS OUT AS AN ANGLE AND IT CAME OUT AS 8.2847221 DEGREES! THIS WAS CALCULATED OUT AS A TAPER OF OF 1 3/4" PER FOOT, THEN LOOKING THROUGH MACHINERY`S HANDBOOK I DISCOVERED THAT THIS IS AN AMERICAN STANDARD KEY DRIVE TAPER, USED WITH A KEY OR DRAW BOLT.
WHAT I HAVE DONE IS TO DESIGN AN ADAPTOR THAT CAN BE FITTED TO THE EW SPINDLE NOSE USING A LOCTITE GLUE TO HOLD IT SOLIDLY IN PLACE AND IF MORE SECURITY IS REQUIRED, THE PIN CAN BE EXTENDED INTO THE SPINDLE. THIS IS REVERSIBLE AS THE ADAPTOR CAN BE REMOVED BY HEATING IT UP AND THE PIN HOLE IN THE EW SPINDLE WILL NOT CAUSE ANY PROBLEMS.
AN INTERESTING POINT IS THAT IF YOU LOOK AT THE TAPER SHOWN ON THE L SERIES SPINDLE DRAWING, THIS IS AN INCREDIBLY COMPLEX ANGLE OF 8 DEGREES 17 MINUTES AND 50 SECONDS! I CALCULATED THIS OUT AS AN ANGLE AND IT CAME OUT AS 8.2847221 DEGREES! THIS WAS CALCULATED OUT AS A TAPER OF OF 1 3/4" PER FOOT, THEN LOOKING THROUGH MACHINERY`S HANDBOOK I DISCOVERED THAT THIS IS AN AMERICAN STANDARD KEY DRIVE TAPER, USED WITH A KEY OR DRAW BOLT.
CREATING A NEW SPINDLE INCORPORATING THE L SERIES NOSE
THERE IS A FAIRLY SIMPLE WAY TO MAKE UP A SPINDLE USING A LENGTH OF 3/4 INCH SILVER STEEL. THIS IS A HIGH CARBON STEEL ROD THAT HAS BEEN GROUND TO A FINE FINISH AND IS SUPPLIED TO A TOLERANCE OF 0.00025 INCH. THAT IS TWO AND A HALF TEN THOUSANDS OF AN INCH. THIS WILL SLIDE INTO THE EW SPINDLE SUPPORT CASTINGS WITH NO MACHINING REQUIRED. SILVER STEEL IS NORMALLY SUPPLIED IN 13 INCH OR 36 INCH LENGTHS, A 13 INCH LENGTH WILL COST AROUND 20 GBP, THIS WILL SUFFICE FOR THE EW SPINDLE.
THIS IS MADE TO BRITISH STANDARD 1407 BUT THERE ARE OTHER OVESEAS SUPPLIERS THAT ADVERTIZE SILVER STEEL FOR SALE THAT MAY NOT COMPLY WITH THIS STANDARD, SO BE CAREFUL WHAT YOU BUY!
THEN AN ADAPTOR SIMILAR TO ITEM 1 ON THE ABOVE DRAWING, MADE SLIGHTLY OVERSIZE, WILL HAVE TO BE SHRUNK ON OR LOCTITED TO THE SHAFT AND FINISH MACHINED IN SITU. THE PIN, ITEM 4 CAN BE AN ALLEN SCREW THAT IS ALSO SCREWED INTO THE SHAFT AS WELL AS THE ADAPTOR AS A SAFETY MEASURE.
THE HOLE THROUGH THE SPINDLE CAN BE DRILLED HALFWAY AND THE PARTIAL 1 MT TAPER MACHINED AND THEN THE SPINDLE CAN BE REVERSED SO THAT THE THROUGH HOLE CAN BE FINISHED AND THE SCREWTHREAD PLUS THE SMALLER DIAMETER CAN BE MACHINED.
I WILL BE MAKING ONE WHEN I HAVE THE TIME AND INCLUDE THE PROCESS ON THIS BLOG.
THIS IS MADE TO BRITISH STANDARD 1407 BUT THERE ARE OTHER OVESEAS SUPPLIERS THAT ADVERTIZE SILVER STEEL FOR SALE THAT MAY NOT COMPLY WITH THIS STANDARD, SO BE CAREFUL WHAT YOU BUY!
THEN AN ADAPTOR SIMILAR TO ITEM 1 ON THE ABOVE DRAWING, MADE SLIGHTLY OVERSIZE, WILL HAVE TO BE SHRUNK ON OR LOCTITED TO THE SHAFT AND FINISH MACHINED IN SITU. THE PIN, ITEM 4 CAN BE AN ALLEN SCREW THAT IS ALSO SCREWED INTO THE SHAFT AS WELL AS THE ADAPTOR AS A SAFETY MEASURE.
THE HOLE THROUGH THE SPINDLE CAN BE DRILLED HALFWAY AND THE PARTIAL 1 MT TAPER MACHINED AND THEN THE SPINDLE CAN BE REVERSED SO THAT THE THROUGH HOLE CAN BE FINISHED AND THE SCREWTHREAD PLUS THE SMALLER DIAMETER CAN BE MACHINED.
I WILL BE MAKING ONE WHEN I HAVE THE TIME AND INCLUDE THE PROCESS ON THIS BLOG.
IN PROGRESS
