PUTTING THE MES SURFACE GRINDER BACK INTO SERVICE
I BOUGHT THIS MACHINE ON FLEABAY AND PAID TOP MONEY FOR IT AS THERE WAS A LOT OF COMPETITION TO BUY IT ON THE ONLINE AUCTION. VERY FEW OF THESE SIMPLE, BUT USEFUL, MACHINES WERE MADE.
MY SON PICKED IT UP FROM BIRMINGHAM AND I COLLECTED IT ON MY NEXT TRIP TO THE UK. IT HAD BEEN DISMANTLED FOR EASE OF TRANSPORT, AND WHEN I GOT IT TO MY WORKSHOP IT JUST LAY AROUND SLUMBERING UNTIL I COULD GIVE IT SOME ATTENTION.
MY SON PICKED IT UP FROM BIRMINGHAM AND I COLLECTED IT ON MY NEXT TRIP TO THE UK. IT HAD BEEN DISMANTLED FOR EASE OF TRANSPORT, AND WHEN I GOT IT TO MY WORKSHOP IT JUST LAY AROUND SLUMBERING UNTIL I COULD GIVE IT SOME ATTENTION.

|

|
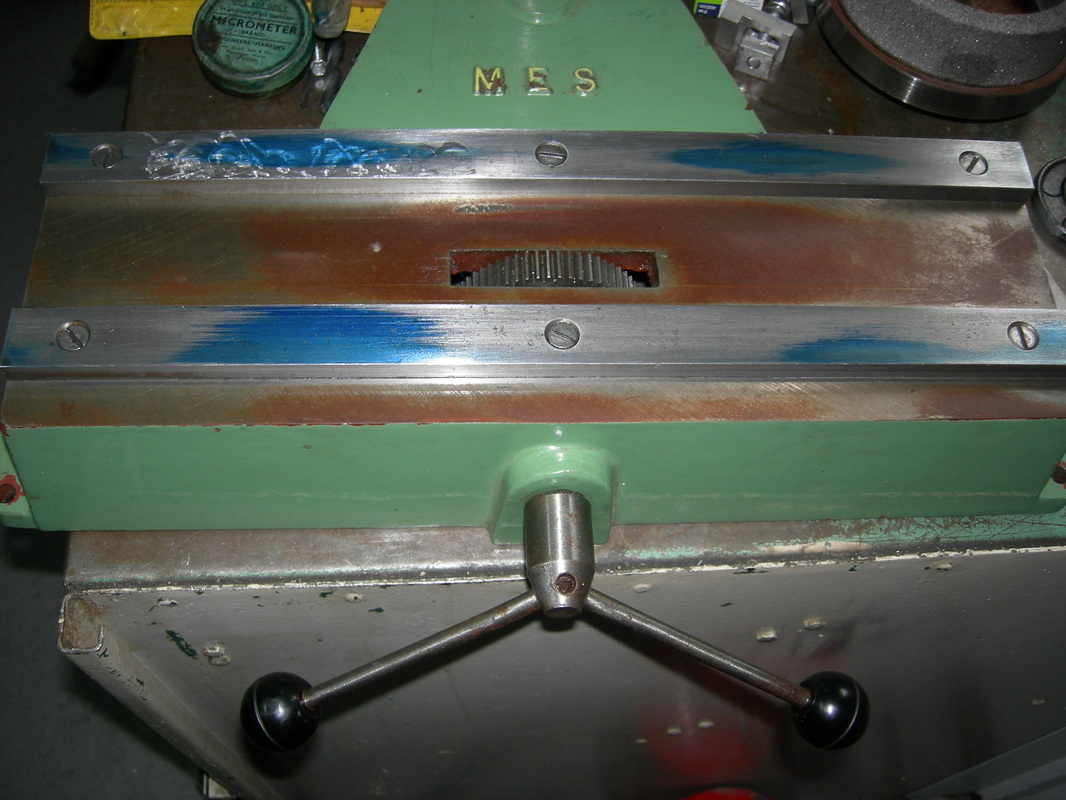
ABOVE LEFT, THE TABLE WITH IT`S TWO CAST IN TEE SLOTS. ABOVE RIGHT, THE RIGHT HAND DUST GUARD SHOWN ATTACHED TO THE TABLE. THE SIMILAR, LEFT HAND GUARD IS ATTACHED TO THE LEFT HAND SIDE OF THE TABLE.

|

|
ABOVE LEFT, THE UNDERSIDE OF THE RIGHT HAND DUST GUARD, THIS SHOWS SIGNS OF RUBBING ON THE SLIDE WHICH WAS CONFIRMED BY USING A STRAIGHT EDGE TO CHECK IT OUT. ABOVE RIGHT THE MOUNTING FACE OF THE GUARD BEING MACHINED TO GIVE CLEARANCE BETWEEN THE GUARD UNDERSIDE AND THE SLIDE. THIS WAS DONE ON THE TRUSTY RAGLAN MILL BY CLAMPING THE GUARD ON AN ANGLE PLATE AND PLACING PACKING BETWEEN THEM AT THE BOTTOM TO ALTER THE ANGLE OF THE MOUNTING FACE.

|

|
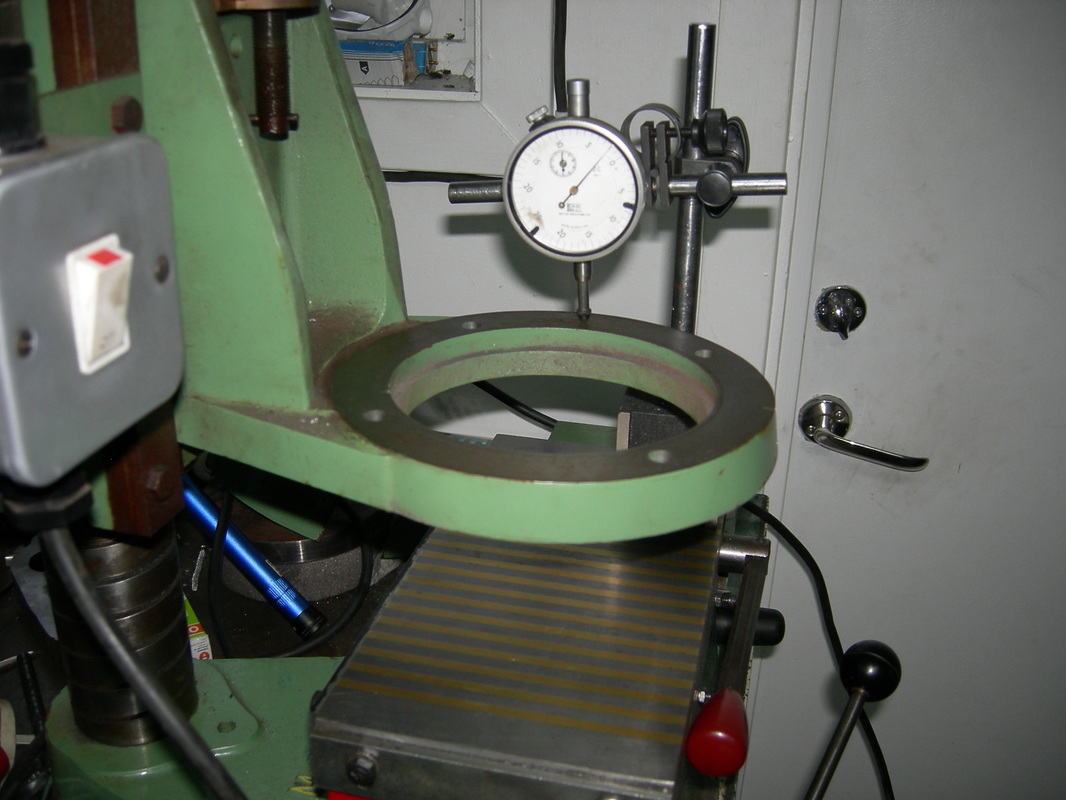
ABOVE, CHECKING FOR ANY VERTICAL MOVEMENT OF THE TABLE AS IT TRAVERSES THE SLIDES, AT THE END OF THE TRAVERSE THE DIAL INDICATOR SHOWED A SUDDEN RISE OF .001 INCHES, WHICH INDICATED A POSSIBLE PROBLEM WITH THE SLIDES. ALSO THE SHOULDER ON THE FRONT OF THE TABLE WAS WITHIN .001 INCH OF TOUCHING THE BASE CASTING.
|

|
ABOVE, I PLACED THE TABLE UPSIDE DOWN ON THE MAGNETIC CHUCK OF THE EAGLE SURFACE GRINDER AND GROUND OFF .006 INCHES FROM THE BOTTOM OF BOTH SHOULDER STRIPS TO MAKE SURE THAT THESE WOULD NOT FOUL THE BASE.

|

|
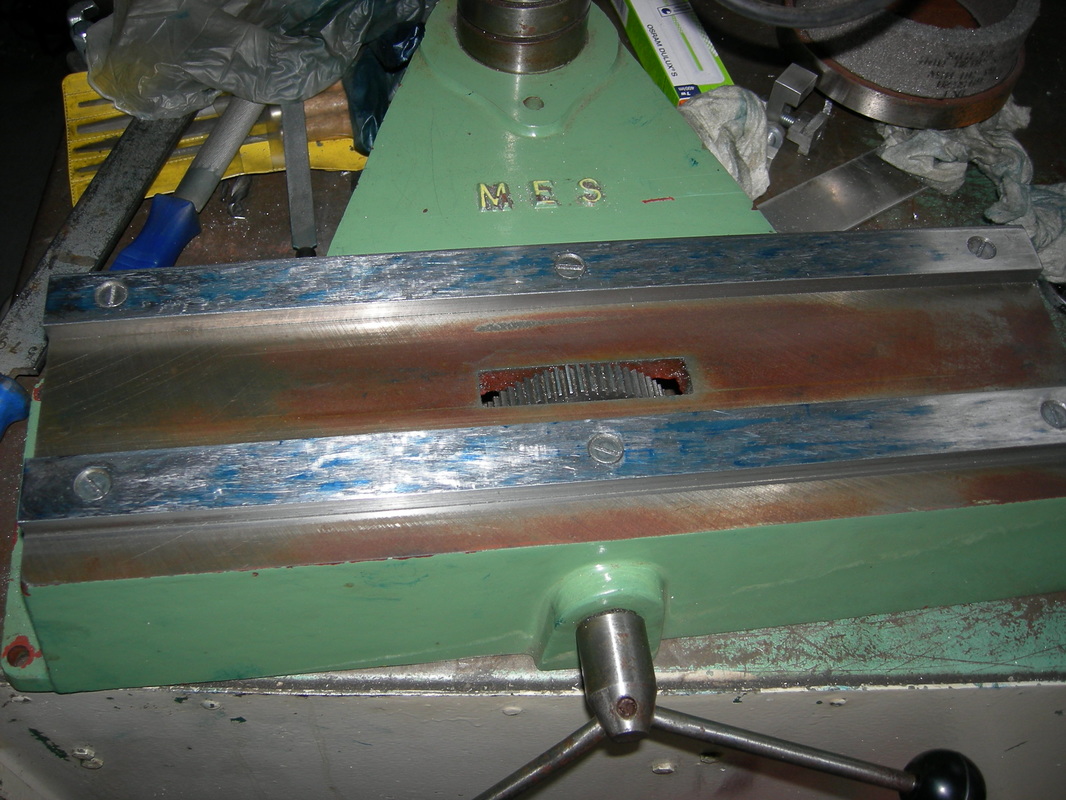
ABOVE LEFT, A 55 YEAR OLD TIN OF MARKING BLUE STILL IN USABLE CONDITION. ABOVE RIGHT I BLUED THE TABLE IN THE AREAS THAT REST ON THE SLIDES AND CAREFULLY PLACED THE TABLE ON THE SLIDES AND SLID IT TO AND FRO OVER THE LENGTH OF THE BASE SEVERAL TIMES.
|
|
ABOVE LEFT, AFTER REMOVING THE TABLE THE, BLUE AREAS SHOWED THE AREA ON THE SLIDES THAT WERE IN CONTACT WITH THE TABLE. ABOVE RIGHT, AFTER ABOUT AN HOUR AND A HALF OF SCRAPING AND BLUEING THE SLIDES LOOK ALMOST FLAT. THERE`S NO GUARANTEE THAT THE TABLE IS HORIZONTAL IN THE Y DIRECTION. WHEN I GRIND A TEST SPECIMEN, ANY MISALIGNMENT'S WILL BE INDICATED BY THE ACCURACY OF THE TEST PIECE AND I WILL SCRAPE THE SLIDES TO CORRECT ANY INACCURACY.
|

|
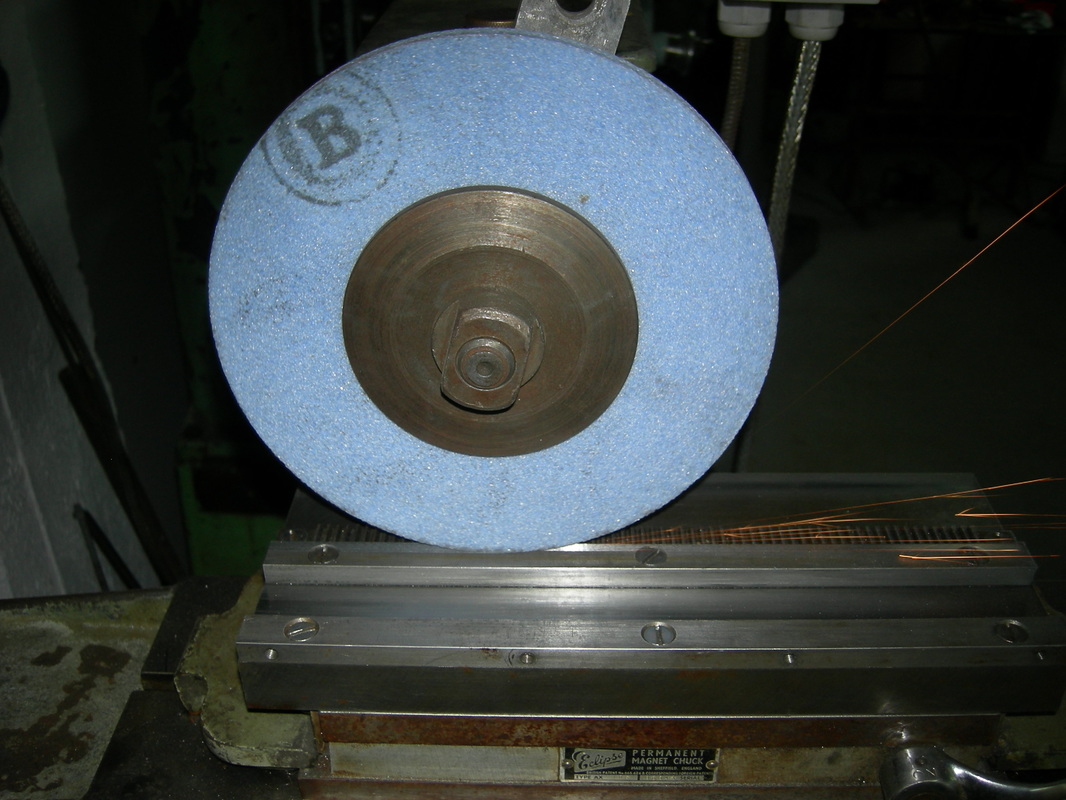
ABOVE LEFT, THE MACHINE READY FOR IT`S FIRST TEST. ABOVE RIGHT, THE TEST PIECE. THIS SHOWS THAT THE STONE IS NOT CUTTING CORRECTLY AS THE MOTOR MOUNTING BRACKET IS NOT VERTICAL AND IS .002 INCHES OUT IN 5 INCHES. AT THE TABLE.IN THE X AXIS.

|
|
TO DOUBLE CHECK THIS INACCURACY, I REMOVED THE MOTOR FROM THE BRACKET AND USING A TEST DIAL INDICATOR, CONFIRMED THAT THE BRACKET IS NOT PARALLEL WITH THE TABLE.
|

|
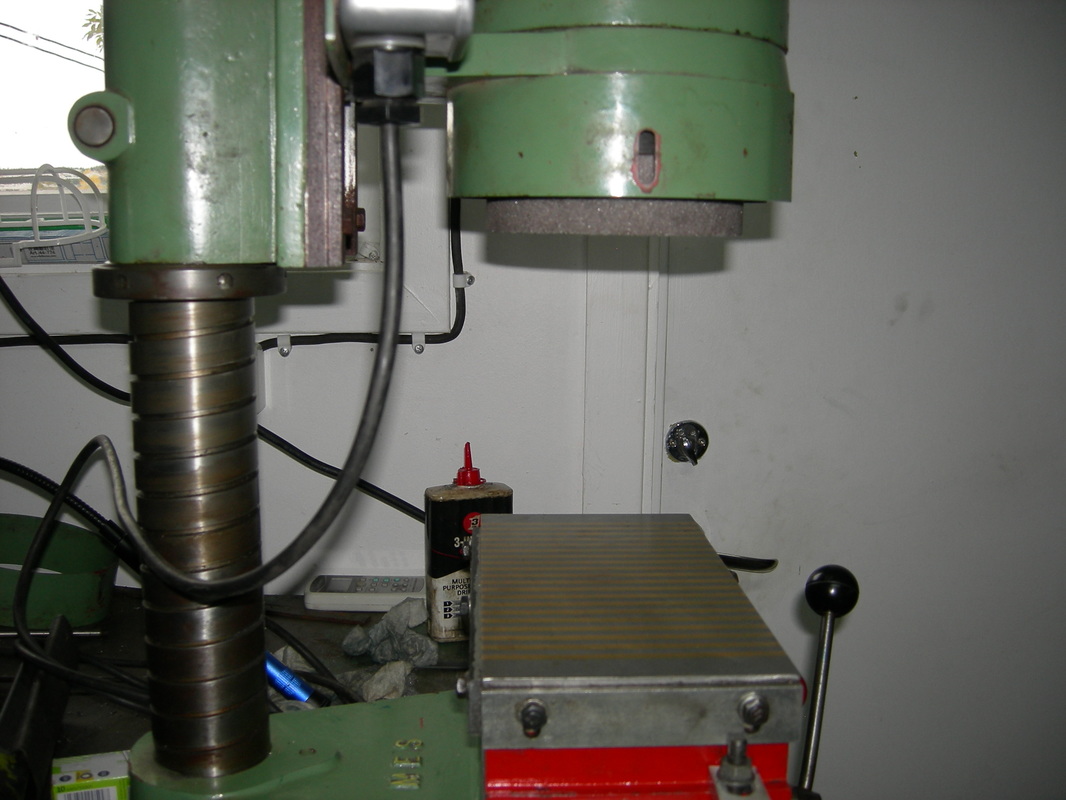
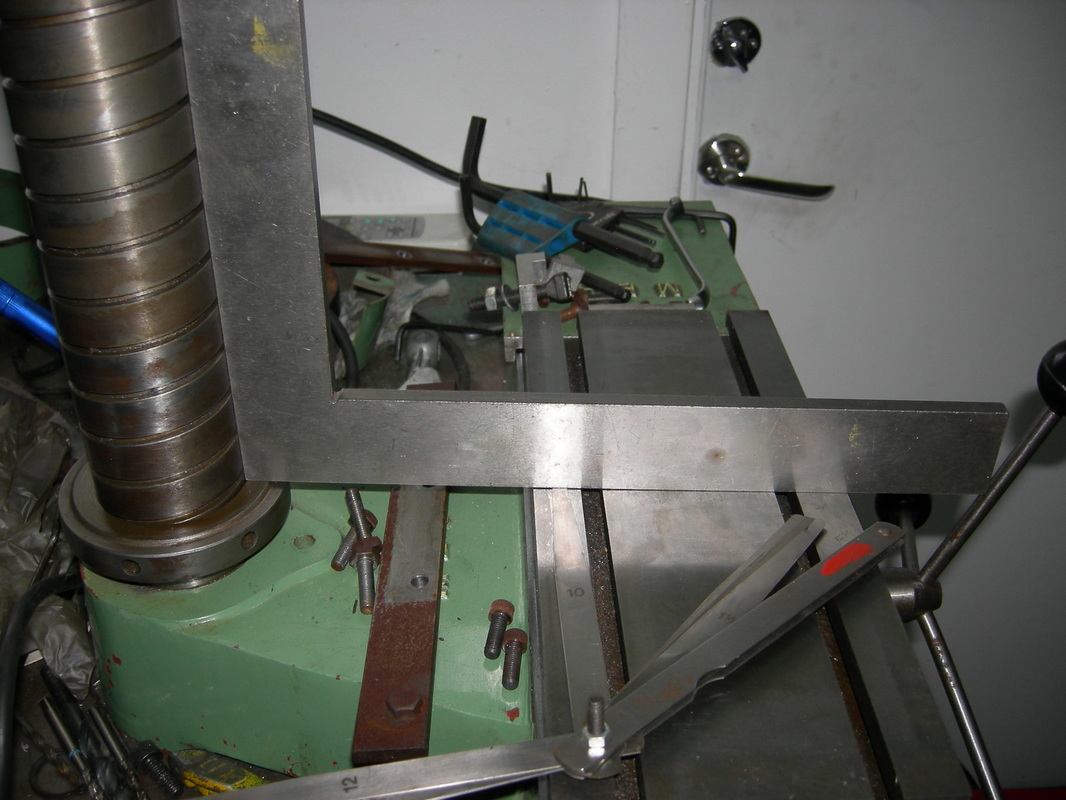
ABOVE LEFT, I WENT BACK TO BASICS AND MEASURED THE OUT OF VERTICAL DIMENSION OF THE COLUMN. I ASSUMED THAT THE LARGE SQUARE WAS ACCURATE, THE OUT OF VERTICAL DIMENSION WAS 1 THOU PER INCH. ABOVE RIGHT, RATHER THAN REDUCE THE THICKNESS OF THE FRONT SLIDE, I REMOVED THE REAR SLIDE AND CUTTING A SHIM FROM A ROLL OF .5 THOU BRASS, I PLACED THIS BETWEEN THE SLIDE AND THE BED AND RE TIGHTENED THE COUNTERSUNK SCREWS. AS EXPECTED, AFTER BLUING THE SLIDES AGAIN, THE MARKING WAS HARD ON THE FRONT EDGES OF THE SLIDES SO THAT I USED A FILE TO QUICKLY BRING THE MARKING BACK TO THE CENTRE OF THE SLIDES.

|

|

|
ABOVE, I ASSEMBLED THE MOTOR SUPPORT BRACKET AND FINE FEED ON THE COLUMN SO THAT I COULD TAKE MEASUREMENTS OF ANY INACCURACIES IN THE ALIGNMENTS. THIS WAS DONE BY PLACING AN ANGLE PLATE ON THE MOTOR MOUNTING FACE AND ADDING A WEIGHT, APPROXIMATE TO THE WEIGHT OF THE MOTOR, TO SIMULATE THE LOADINGS ON THE ASSEMBLY.
THEN BY USING SLIP GAUGES I MEASURED THE GAP BETWEEN THE MAGNETIC CHUCK AND THE FOUR CORNERS OF THE ANGLE PLATE. THE RESULT WAS THAT ASSUMING THAT THE READING AT THE LH REAR WAS ZERO, THE LH FRONT WAS +.002 INCHES, THE RH REAR WAS+.002 INCHES AND THE RH FRONT WAS +.001 INCHES. I THEN I PLACED THE MOTOR ON IT`S MOUNTING BRACKET AND ADDED TEMPORARY SHIMS BETWEEN THE MOTOR AND THE BRACKET AT THE FOUR MOUNTING BOLTS.
THE GRINDING WHEEL WAS REPLACED IN POSITION AND DRESSED BY THE DIAMOND WHEEL DRESSER. THEN PLACING A TEST SPECIMEN ON THE CHUCK, I TOOK SEVERAL LIGHT CUTS ON EITHER SIDE TO CLEAN UP THE FACES. THE MEASUREMENTS OF THE TEST PIECE SHOWED THAT ALTHOUGH THE X AXIS WAS PARALLEL THE Y AXIS SHOWED A DIFFERENCE OF .002 INCHES OVER 2.5 INCHES. NOT ONLY THAT, THE Z AXIS HAND FEED DID NOT FUNCTION AS IT SHOULD AS IT DID NOT APPLY THE FEED SMOOTHLY AND THE RESULT WAS THAT THE STONE DUG INTO THE WORKPIECE RUINING THE FINISH. MORE INVESTIGATING WAS REQUIRED!
THEN BY USING SLIP GAUGES I MEASURED THE GAP BETWEEN THE MAGNETIC CHUCK AND THE FOUR CORNERS OF THE ANGLE PLATE. THE RESULT WAS THAT ASSUMING THAT THE READING AT THE LH REAR WAS ZERO, THE LH FRONT WAS +.002 INCHES, THE RH REAR WAS+.002 INCHES AND THE RH FRONT WAS +.001 INCHES. I THEN I PLACED THE MOTOR ON IT`S MOUNTING BRACKET AND ADDED TEMPORARY SHIMS BETWEEN THE MOTOR AND THE BRACKET AT THE FOUR MOUNTING BOLTS.
THE GRINDING WHEEL WAS REPLACED IN POSITION AND DRESSED BY THE DIAMOND WHEEL DRESSER. THEN PLACING A TEST SPECIMEN ON THE CHUCK, I TOOK SEVERAL LIGHT CUTS ON EITHER SIDE TO CLEAN UP THE FACES. THE MEASUREMENTS OF THE TEST PIECE SHOWED THAT ALTHOUGH THE X AXIS WAS PARALLEL THE Y AXIS SHOWED A DIFFERENCE OF .002 INCHES OVER 2.5 INCHES. NOT ONLY THAT, THE Z AXIS HAND FEED DID NOT FUNCTION AS IT SHOULD AS IT DID NOT APPLY THE FEED SMOOTHLY AND THE RESULT WAS THAT THE STONE DUG INTO THE WORKPIECE RUINING THE FINISH. MORE INVESTIGATING WAS REQUIRED!

|

|
ABOVE LEFT, I PLACED THE DIAL INDICATOR UNDER THE MOTOR BRACKET AND CHECKED THE Z AXIS FEED, THIS SEEMED TO BE SMOOTH ENOUGH. SO WHAT IS THE PROBLEM? POSSIBLY THE CUTTING FORCE ON THE STONE IS DEFLECTING THE MOTOR BRACKET AND SLOW FEED ASSEMBLY WHICH WILL NEED TO BE CHECKED.
ABOVE RIGHT, I ARRANGED THE DIAL INDICATOR TO ROTATE IN A 4.5 INCH DIAMETER CIRCLE DIRECTLY FROM THE MOTOR SPINDLE AND SHIMMED UP THE MOTOR ACCORDINGLY TO SHOW A MAX OUT OF TRUTH VERTICALLY OF .0002 INCH BUT WHEN I TIGHTENED THE MOTOR MOUNTING BOLTS THE MAX OUT OF VERTICAL BECAME .001 INCH..
i`VE SENT TO THE UK FOR A KIT OF VARIOUS THICKNESSES OF SHIMS AND WILL SET UP THE VERTICAL OR Z AXIS TO BE WITHIN .0001 OVER THE 4.5 INCH CIRCLE WHEN I RECEIVE THE SHIMS. MES RECOMMEND THIS SHIMMING TECHNIQUE IN THEIR BUILD INSTRUCTIONS. BEFORE I DO THAT I WILL STRIP DOWN THE Z AXIS FINE FEED ASSEMBLY TO DETERMINE WHAT IS CAUSING THE JERKY DOWNWARD FEED PROBLEM AND PUT IT RIGHT.
i`VE SENT TO THE UK FOR A KIT OF VARIOUS THICKNESSES OF SHIMS AND WILL SET UP THE VERTICAL OR Z AXIS TO BE WITHIN .0001 OVER THE 4.5 INCH CIRCLE WHEN I RECEIVE THE SHIMS. MES RECOMMEND THIS SHIMMING TECHNIQUE IN THEIR BUILD INSTRUCTIONS. BEFORE I DO THAT I WILL STRIP DOWN THE Z AXIS FINE FEED ASSEMBLY TO DETERMINE WHAT IS CAUSING THE JERKY DOWNWARD FEED PROBLEM AND PUT IT RIGHT.
|

|
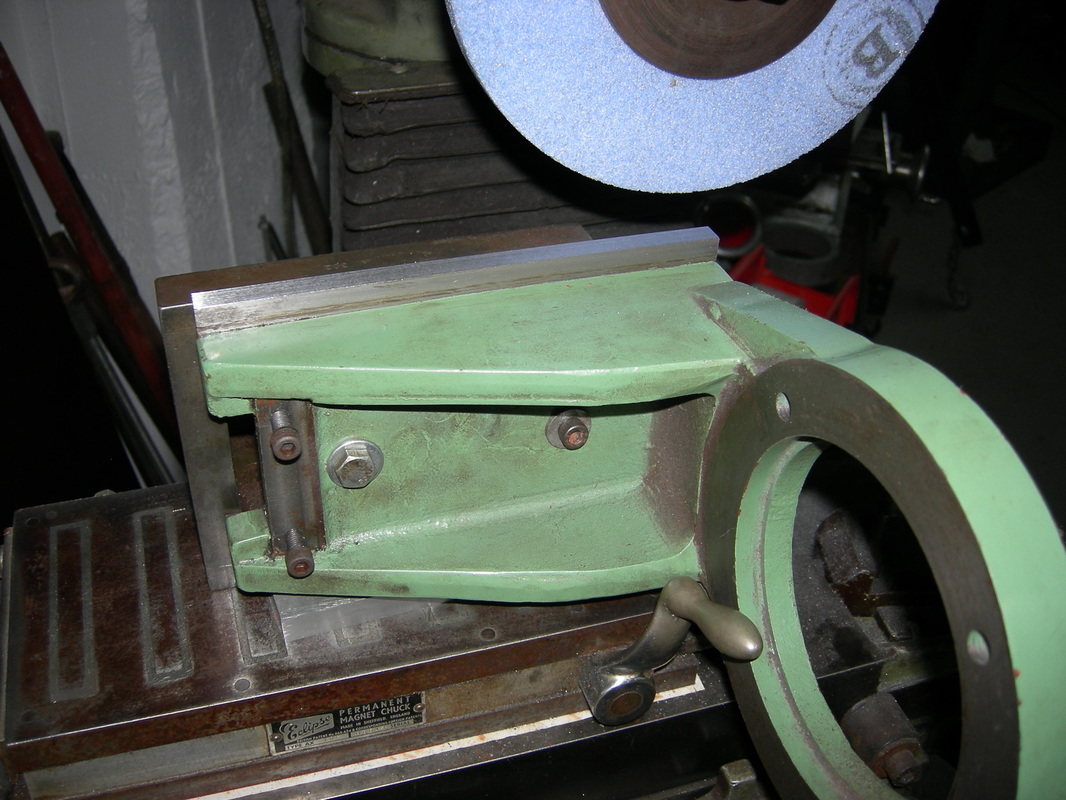
I DISMANTLED THE MOTOR SUPPORT AND FINE FEED ASSEMBLY TO TRY TO FIND THE REASON FOR THE JERKY MOTION IN THE FINE FEED. MEASURING ACROSS THE SLIDES AT EACH END OF THE MOTOR SUPPORT BRACKET, I DISCOVERED THAT THERE WAS A DIFFERENCE OF .010 INCH BETWEEN THEM! NO WONDER THAT THE GIB STRIP WAS STRUGGLING TO SMOOTH OUT THE JERKY FEED! I PLACED THE MOUNTING BRACKET SLIDES FACE DOWN ON A SURFACE PLATE AND DISCOVERED THAT THEY WERE NOT PARALLEL, AND WERE ROCKING .003 INCH ACROSS THE DIAGONAL HIGH POINTS. GENTLY FILING THE HIGH POINTS, I BROUGHT THE FOUR CORNERS DOWN ON THE SURFACE PLATE AND THEN SCRAPED THE SURFACES OF THE SLIDES TO AN ACCEPTABLE SPREAD OF CONTACT POINTS. AS FOR THE OUT OF PARALLEL SIDES OF THE SLIDES, I CLAMPED THE BRACKET TO AN ANGLE PLATE WITH THE REFERENCE EDGE OF THE SLIDE RESTING ON THE MAGNETIC CHUCK ON THE EAGLE SURFACE GRINDER, AS IN THE ABOVE LEFT PHOTO AND GROUND THE UPPER EDGE PARALLEL WITH THE LOWER.
NOW THAT THIS WAS DONE I HAD TO GRIND THE KEEPER PLATES TO REMOVE THE SLACKNESS CREATED BY THE SCRAPING, ON THE RIGHT HAND ABOVE PHOTO THE SADDLE IS SHOWN GRIPPED IN THE VICE WHILST CARRYING OUT THE WORK. I RE ASSEMBLED THE BRACKET WITH THE SADDLE AND LUBRICATED THE SLIDEWAYS THEN I ADJUSTED THE GIB SCREWS TO GIVE A SMOOTH MOVEMENT TO THE BRACKET.
I ALWAYS PREFER TO ADJUST GIBS UP WITHOUT THE FEED SCREW CONNECTED. THEN THE ASSEMBLY WAS RE UNITED TO THE COLUMN AND CLAMPED TO IT, THE FEED SCREW ATTACHED AND THE MOTOR RE MOUNTED.
WHAT A DIFFERENCE! THE FINE FEED NOW HAD BECOME SO SMOOTH AND NICE TO USE. RECONNECTING THE DIAL INDICATOR I TOOK THE OUT OF VERTICAL READINGS AND THE RESULT WAS THAT THE SPINDLE WAS VERTICLE TO THE X AXIS BUT ON THE Y AXIS WAS LEANING TOWARDS THE COLUMN BY .003 INCH IN 4.5 INCHES.
I WILL DO THE FINAL SHIMMING OF THE MOTOR FLANGE NEXT TIME I GO TO THE WORKSHOP.
NOW THAT THIS WAS DONE I HAD TO GRIND THE KEEPER PLATES TO REMOVE THE SLACKNESS CREATED BY THE SCRAPING, ON THE RIGHT HAND ABOVE PHOTO THE SADDLE IS SHOWN GRIPPED IN THE VICE WHILST CARRYING OUT THE WORK. I RE ASSEMBLED THE BRACKET WITH THE SADDLE AND LUBRICATED THE SLIDEWAYS THEN I ADJUSTED THE GIB SCREWS TO GIVE A SMOOTH MOVEMENT TO THE BRACKET.
I ALWAYS PREFER TO ADJUST GIBS UP WITHOUT THE FEED SCREW CONNECTED. THEN THE ASSEMBLY WAS RE UNITED TO THE COLUMN AND CLAMPED TO IT, THE FEED SCREW ATTACHED AND THE MOTOR RE MOUNTED.
WHAT A DIFFERENCE! THE FINE FEED NOW HAD BECOME SO SMOOTH AND NICE TO USE. RECONNECTING THE DIAL INDICATOR I TOOK THE OUT OF VERTICAL READINGS AND THE RESULT WAS THAT THE SPINDLE WAS VERTICLE TO THE X AXIS BUT ON THE Y AXIS WAS LEANING TOWARDS THE COLUMN BY .003 INCH IN 4.5 INCHES.
I WILL DO THE FINAL SHIMMING OF THE MOTOR FLANGE NEXT TIME I GO TO THE WORKSHOP.

|

|
I RECEIVED THE SHIMSTOCK FROM THE UK AND SHIMMED THE MOTOR FLANGE TO MAKE THE SPINDLE RUN VERTICALLY WITHIN .0001. USING THE EXISTING STONE THE TEST PIECE MEASURED WITHIN .0001 INCH OVER IT`S WHOLE AREA, WHICH I WAS SATISFIED WITH. HOWEVER, ON ANOTHER PASS OF THE WHEEL IT DUG INTO THE TEST PIECE RUINING THE FINISH.
I SUSPECTED THAT THE COLUMN WAS DEFLECTING UPWARDS DURING GRINDING AND USED THE VINTAGE SALTER WEIGHING SCALE HOOKED UNDER THE MOTOR BRACKET AND APPLYING AN UPWARD FORCE OF 11 Kg THE MOVEMENT SHOWN ON THE DIAL INDICATOR WAS .001 INCH AT THE TOP OF THE COLUMN. A PREVIOUS TEST MEASURING THE UPWARD MOVEMENT OF THE MOTOR BRACKET RELATIVE TO THE FORWARD FACE OF THE MAGNETIC CHUCK, WITH THE DIAL INDICATOR LOCATED ON THE SPINDLE, SHOWED A MAXIMUM PLUS AND MINUS OF .004 INCH. WHETHER THE TWO DEFLECTIONS WERE RELATED, OR THERE WERE OTHER MOVEMENTS IN THE SLIDES, WOULD HAVE TO BE ESTABLISHED.
I SUSPECTED THAT THE COLUMN WAS DEFLECTING UPWARDS DURING GRINDING AND USED THE VINTAGE SALTER WEIGHING SCALE HOOKED UNDER THE MOTOR BRACKET AND APPLYING AN UPWARD FORCE OF 11 Kg THE MOVEMENT SHOWN ON THE DIAL INDICATOR WAS .001 INCH AT THE TOP OF THE COLUMN. A PREVIOUS TEST MEASURING THE UPWARD MOVEMENT OF THE MOTOR BRACKET RELATIVE TO THE FORWARD FACE OF THE MAGNETIC CHUCK, WITH THE DIAL INDICATOR LOCATED ON THE SPINDLE, SHOWED A MAXIMUM PLUS AND MINUS OF .004 INCH. WHETHER THE TWO DEFLECTIONS WERE RELATED, OR THERE WERE OTHER MOVEMENTS IN THE SLIDES, WOULD HAVE TO BE ESTABLISHED.

|

|
ANOTHER POSSIBILITY FOR THIS MOVEMENT WAS THE DIFFERENCE IN DIAMETERS BETWEEN THE COLUMN AND THE BORE OF THE BRACKET. I HAD ALREADY MEASURED THIS AND FOUND THAT THE BORE WAS .002 INCH LARGER THAN THE COLUMN. THE CLAMP IS EQUIDISTANT BETWEEN THE TOP AND BOTTOM OF THE BRACKET SO THAT THERE WAS A POSSIBILITY THAT THE BRACKET WAS PIVOTING AROUND THE CLAMP. I PLACED .002 INCH SHIMS BETWEEN THE COLUMN AND BRACKET AS SHOWN ON THE UPPER RIGHT PHOTO BUT THIS MADE NO DIFFERENCE, SO THE CLAMP WAS DOING WHAT IT SHOULD DO, PULLING THE FORWARD FACE OF THE BORE TIGHTLY INTO THE COLUMN. I WILL HAVE TO WAIT UNTIL I CAN MAKE THE NEW GRINDING CUP WHEEL HOLDER SO THAT I CAN ELIMINATE THE ORIGINAL WHEEL AS BEING THE CULPRIT IN THIS SAGA.
IN PROGRESS
