DECKEL MACHINING HEADS.
WHEN I BOUGHT THE DECKEL IT HAD THE STANDARD VERTICAL MILLING HEAD AND THE SLOTTING HEAD THAT CAME WITH IT TOGETHER WITH A LOT OF OTHER ACCESSORIES THAT CAME IN THE MAKER`S VERY STURDY METAL CABINET.

RECENTLY I STARTED A THREAD ON THE PRACTICAL MACHINIST FORUM ABOUT THE INTERCHANGEABILITY OF THE MACHINING HEADS BETWEEN THE FP1 AND IT`S SLIGHTLY LARGER MORE MODERN BROTHER THE FP2.
JUST LIKE ANY OTHER THREAD ON ANY OTHER FORUM AND DESPITE A LOT OF POSTS THE QUESTION REMAINED PARTLY UNANSWERED.
MY REASON FOR POSING THE QUESTION WAS TO GAIN THE KNOWLEDGE OF INTERCHANGEABILITY AS PART OF THE STEEP LEARNING CURVE THAT I WAS GOING THROUGH AS A NEWCOMER TO THE DECKEL FP1. ALSO THIS KNOWLEDGE WOULD HELP ME WHEN THESE QUITE RARE HEADS CAME ON THE MARKET FOR SALE.
ONE OF THE TOPICS THAT WAS UNCLEAR WAS THE GEAR FORM OF THE DRIVE GEAR FOR THE FP1 HEADS. IT WAS ESTABLISHED THAT THE HEADS WERE INTERCHANGEABLE BETWEEN THE MACHINES BUT THE DRIVE GEARS WERE DIFFERENT INASMUCH AS THEY HAD DIFFERENT PRESSURE ANGLES ON THE TEETH AND ALTHOUGH THEY MESHED TOGETHER THE NOISE CREATED WHEN THE MACHINE WAS RUNNING WAS APPALLING.
WHAT I DECIDED TO DO WAS TO REMOVE THE DRIVE GEAR FROM MY SLOTTING HEAD SO THAT I COULD HAVE IT MEASURED UP AND BE IN THE POSITION TO BE ABLE TO EITHER MAKE THE GEAR MYSELF OR GET MY FRIENDLY GEAR CUTTER IN COVENTRY TO MAKE IT FOR ME.
BELOW IS A DESCRIPTION OF THE SEQUENCE TO REMOVE THE GEAR FROM MY SLOTTING HEAD.
JUST LIKE ANY OTHER THREAD ON ANY OTHER FORUM AND DESPITE A LOT OF POSTS THE QUESTION REMAINED PARTLY UNANSWERED.
MY REASON FOR POSING THE QUESTION WAS TO GAIN THE KNOWLEDGE OF INTERCHANGEABILITY AS PART OF THE STEEP LEARNING CURVE THAT I WAS GOING THROUGH AS A NEWCOMER TO THE DECKEL FP1. ALSO THIS KNOWLEDGE WOULD HELP ME WHEN THESE QUITE RARE HEADS CAME ON THE MARKET FOR SALE.
ONE OF THE TOPICS THAT WAS UNCLEAR WAS THE GEAR FORM OF THE DRIVE GEAR FOR THE FP1 HEADS. IT WAS ESTABLISHED THAT THE HEADS WERE INTERCHANGEABLE BETWEEN THE MACHINES BUT THE DRIVE GEARS WERE DIFFERENT INASMUCH AS THEY HAD DIFFERENT PRESSURE ANGLES ON THE TEETH AND ALTHOUGH THEY MESHED TOGETHER THE NOISE CREATED WHEN THE MACHINE WAS RUNNING WAS APPALLING.
WHAT I DECIDED TO DO WAS TO REMOVE THE DRIVE GEAR FROM MY SLOTTING HEAD SO THAT I COULD HAVE IT MEASURED UP AND BE IN THE POSITION TO BE ABLE TO EITHER MAKE THE GEAR MYSELF OR GET MY FRIENDLY GEAR CUTTER IN COVENTRY TO MAKE IT FOR ME.
BELOW IS A DESCRIPTION OF THE SEQUENCE TO REMOVE THE GEAR FROM MY SLOTTING HEAD.
DECKEL FP1 SLOTTING HEAD FVS
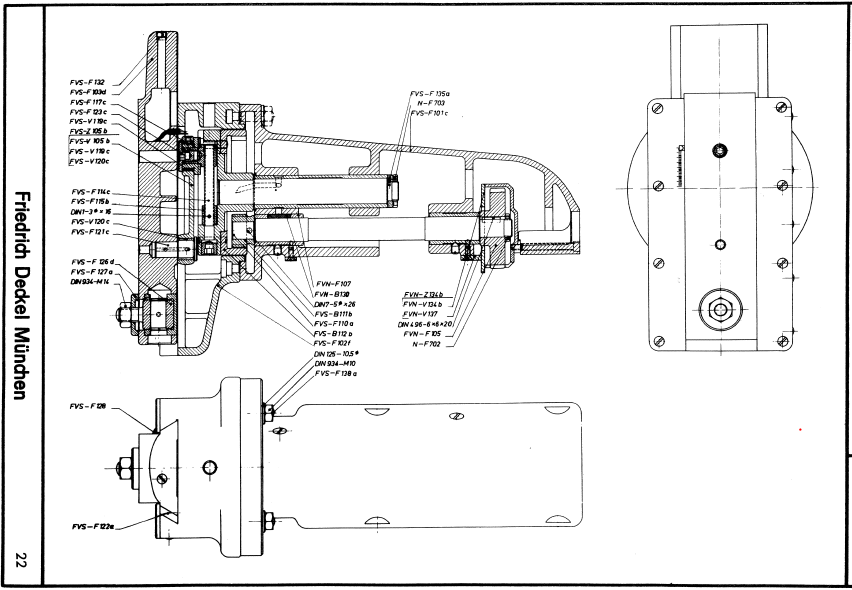
ABOVE IS THE ASSEMBLY DRAWING FOR THE SLOTTING HEAD TAKEN FROM THE DECKEL PARTS LIST.

ABOVE IS SHOWN THE SLOTTING HEAD TURNED ON IT`S BACK FOR THE START OF THE DIS-ASSEMBLY.

|

|
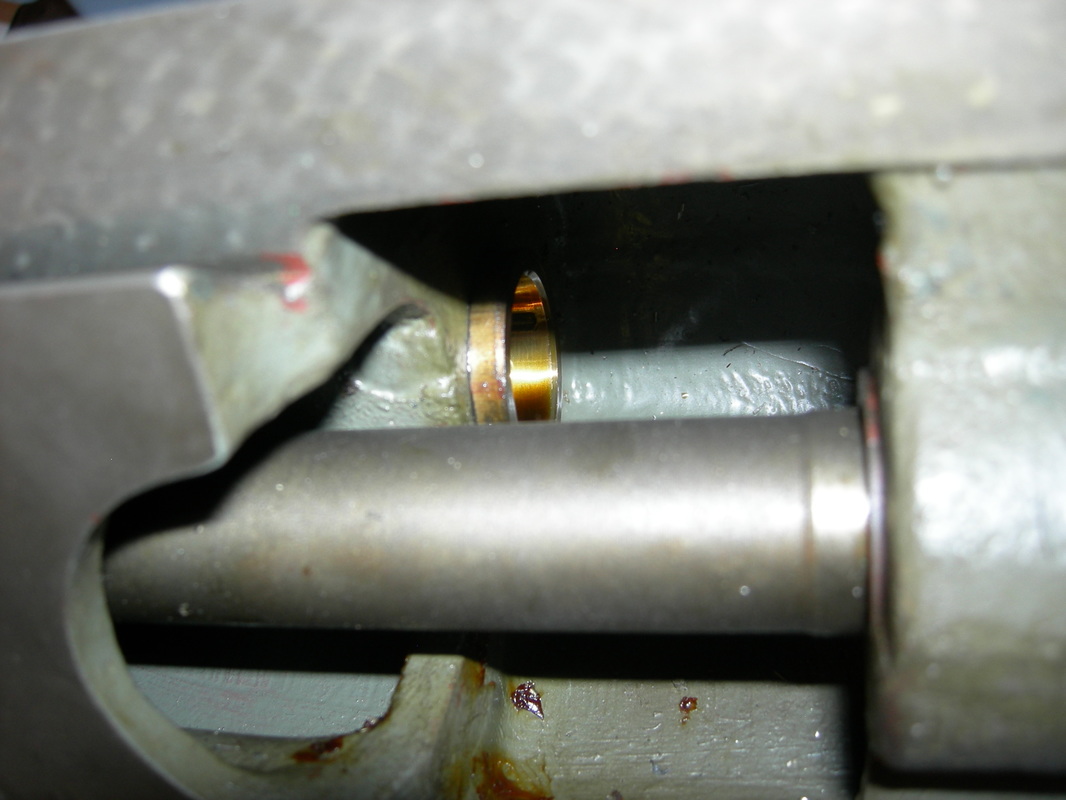
ABOVE LEFT A CLOSE UP OF THE DRIVING GEAR AND THE GUARDS THAT PROTECT IT. THE FIRST STEP IS TO REMOVE THE CAST IRON BUNG TO THE RIGHT OF THE GEAR AT THE REAR OF THE OVERARM WHICH IS A LIGHT PRESS FIT IN THE CASTING. THE ONLY WAY TO DO THIS IS TO DRILL AND TAP AN M8 HOLE IN THE CENTRE OF THE BUNG AND DRAW IT OUT. THE RIGHT HAND PHOTO SHOWS THE BUNG REMOVED TO EXPOSE THE GEAR NUT

|
|
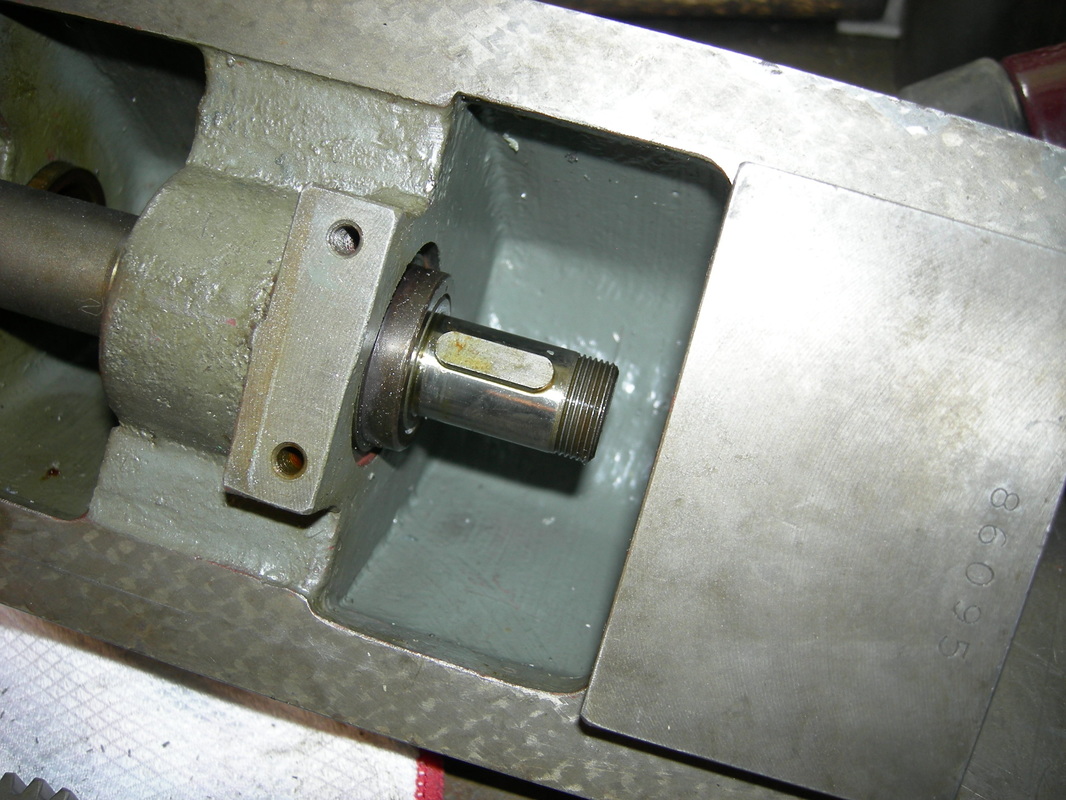
THE UPPER LEFT PHOTO SHOWS THE TEMPORARY NUT EXTRACTOR CUT FROM TUBE TO FIT THE SLOTS ON THE PERIPHERY OF THE NUT. THIS TUBE SHOULD BE THE SAME DIAMETER AS THE NUT SO AS TO BE ABLE TO ENTER THROUGH THE HOLES IN THE GEAR GUARDS. THE RIGHT HAND PHOTO SHOWS THE SECOND NUT AND THRUST WASHER THAT HAS ALSO TO BE REMOVED. THIS IS SITUATED ABOVE THE DRIVE SHAFT AND CAN BE REMOVED WITH A SQUARE BRONZE DRIFT AND HAMMER. ( iN THE PHOTO THESE HAVE ALREADY BEEN REMOVED ). NOW AFTER REMOVING THE FOUR SOCKET HEAD NUTS FROM THE FRONT OF THE HEAD, THE HEAD AND THE OVERARM CAN BE SEPARATED.
|
|
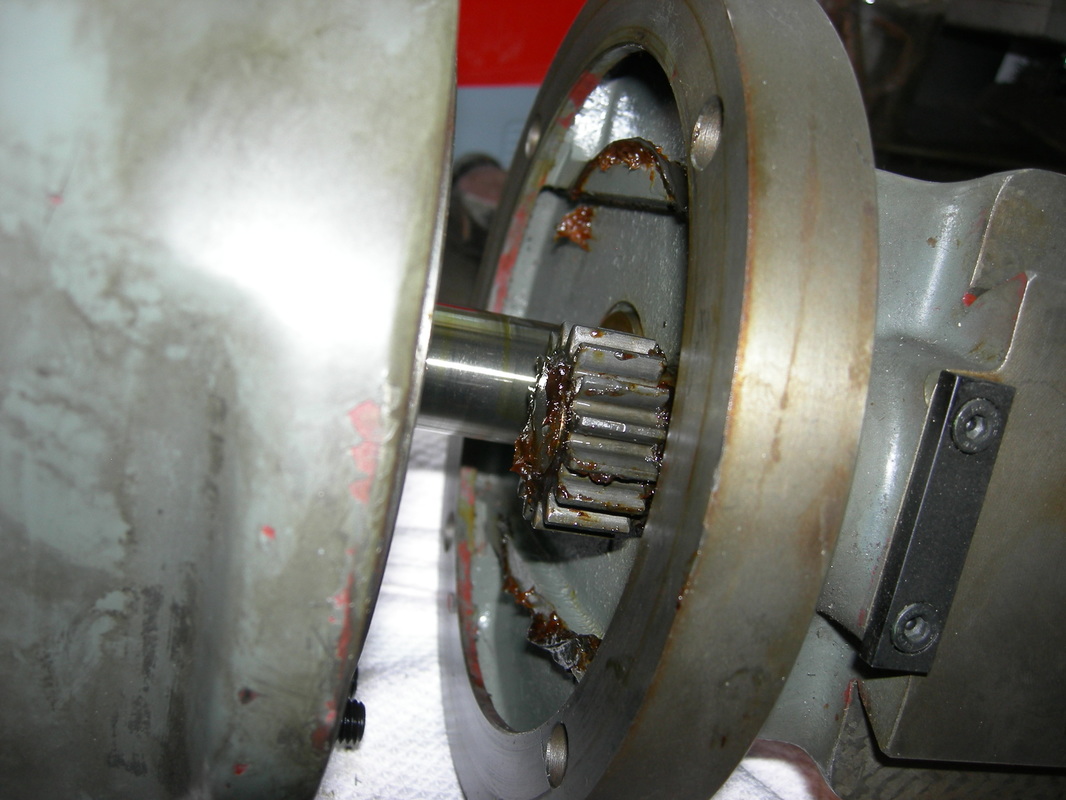
UPPER LEFT SHOWS THE RESULT OF LIGHTLY TAPPING THE HEAD WITH A RUBBER HAMMER, THE HEAD WILL MOVE AWAY FROM THE OVERARM BUT IS STILL SUPPORTED BY THE TWO SHAFTS. AT THE SAME TIME USING A SCREWDRIVER BETWEEN THE SHOULDER ON THE DRIVE SHAFT AND THE GEAR BOSS, TO GENTLY PRY AWAY THE GEAR FROM FROM THE SHAFT. THE GEAR TOGETHER WITH THE GUARDS CAN NOW BE REMOVED AS SHOWN IN THE UPPER RIGHT PHOTO

|

|
ABOVE LEFT, THE DISMANTLING DONE. ABOVE RIGHT, THE BUNG, THE TWO NUTS AND THE THRUST WASHER.

|

|
ABOVE LEFT THE DRIVE GEAR AND ABOVE RIGHT A VIEW ON THE GEAR TEETH SHOWING THE GRINDING MARKS WHICH SHOWS THAT THE HEAD HAS PROBABLY HAD LITTLE OR NO USE.
FP1 HEAD DRIVE GEAR INFORMATION
MODULE. 2
No OF TEETH. 39
PRESSURE ANGLE 14.5 degrees
PITCH DIAMETER 78 mm
OD. 82 mm
MODULE. 2
No OF TEETH. 39
PRESSURE ANGLE 14.5 degrees
PITCH DIAMETER 78 mm
OD. 82 mm
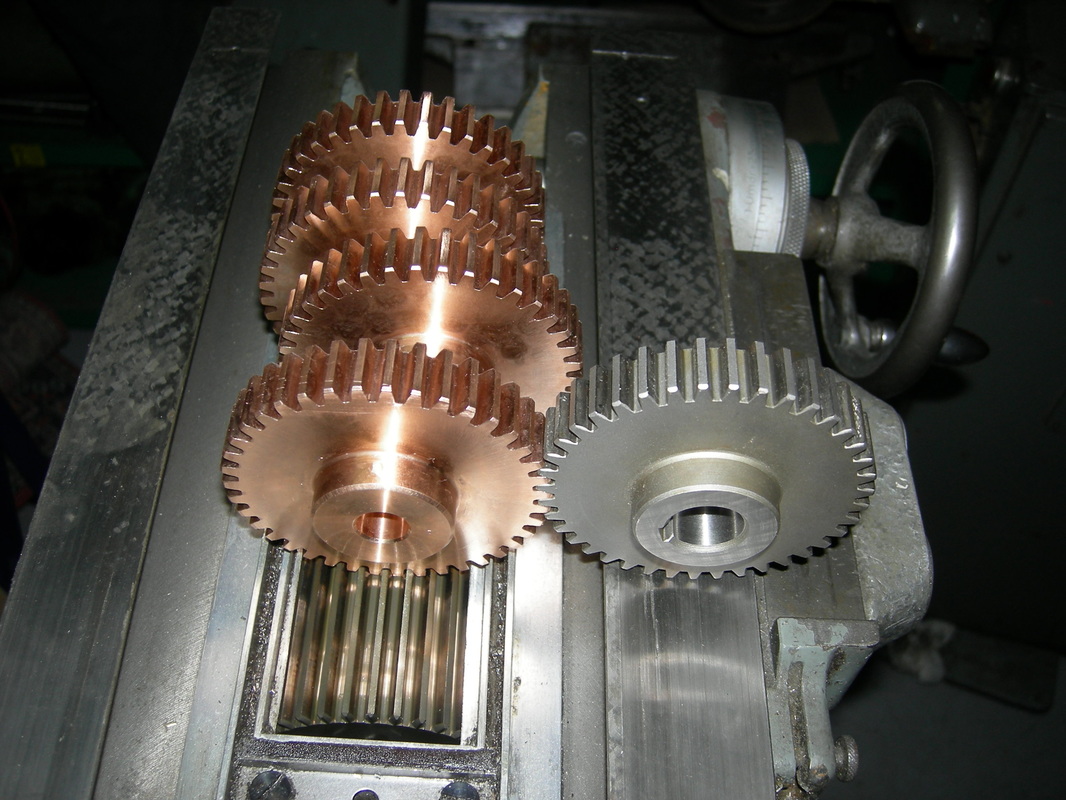
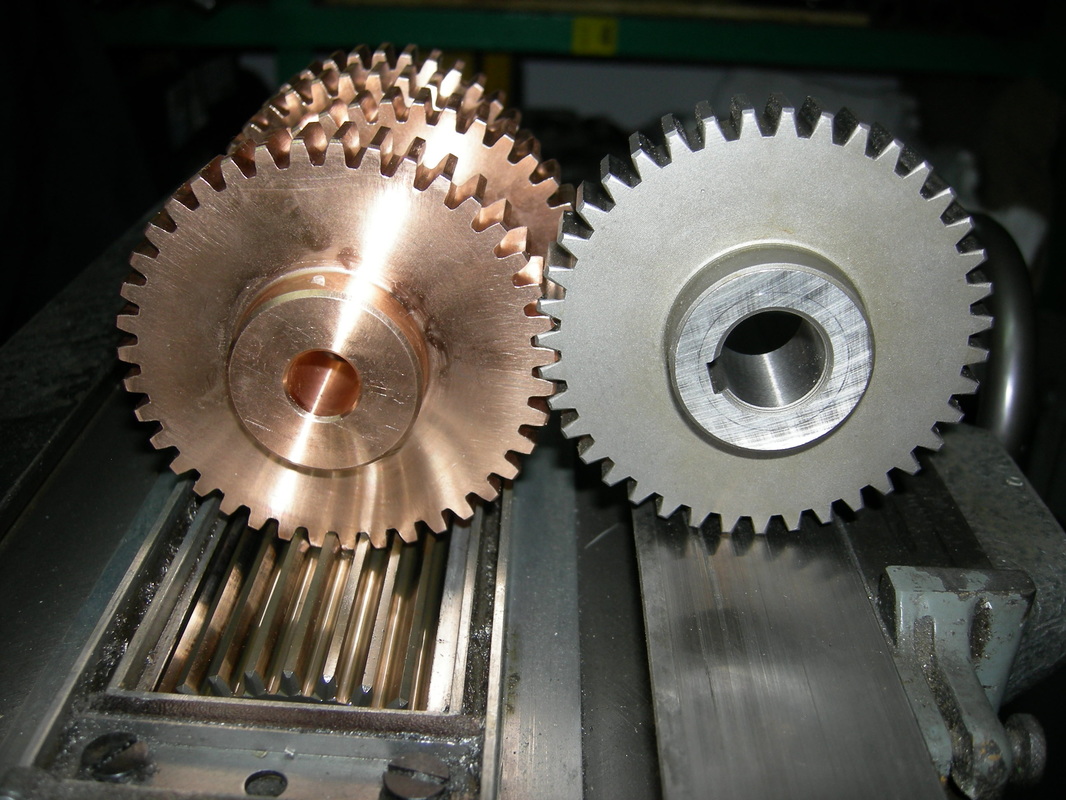
WHEN i WAS IN THE UK EARLIER IN DECEMBER I ORDERED FOUR GEARS TO BE MADE FROM HARD BRONZE WITH A PILOT BORE OF HALF AN INCH SO THAT THEY CAN BE BORED OUT TO SUIT A NON FP1 ACCESSORY THAT IS GOING TO BE USED ON AN FP1 MILL.
|
|
ABOVE, I PICKED UP THE FINISHED GEARS FROM MY GEAR CUTTER IN COVENTRY, ALL I NEED NOW ARE SOME REASONABLY PRICED FP2 HEADS TO FIT THEM TO!
