REPAIRING THE EW BACK GEAR
I HAD SOLD OUT OF MY EW BACK GEAR SETS AND TO HELP OUT JORN, WHO IS KEEN TO GET ONE FOR HIS EW, I SEARCHED IN MY BOX OF PARTS AND FOUND A PARTIAL SET THAT HAD BEEN THROUGH THE WARS!
|

|
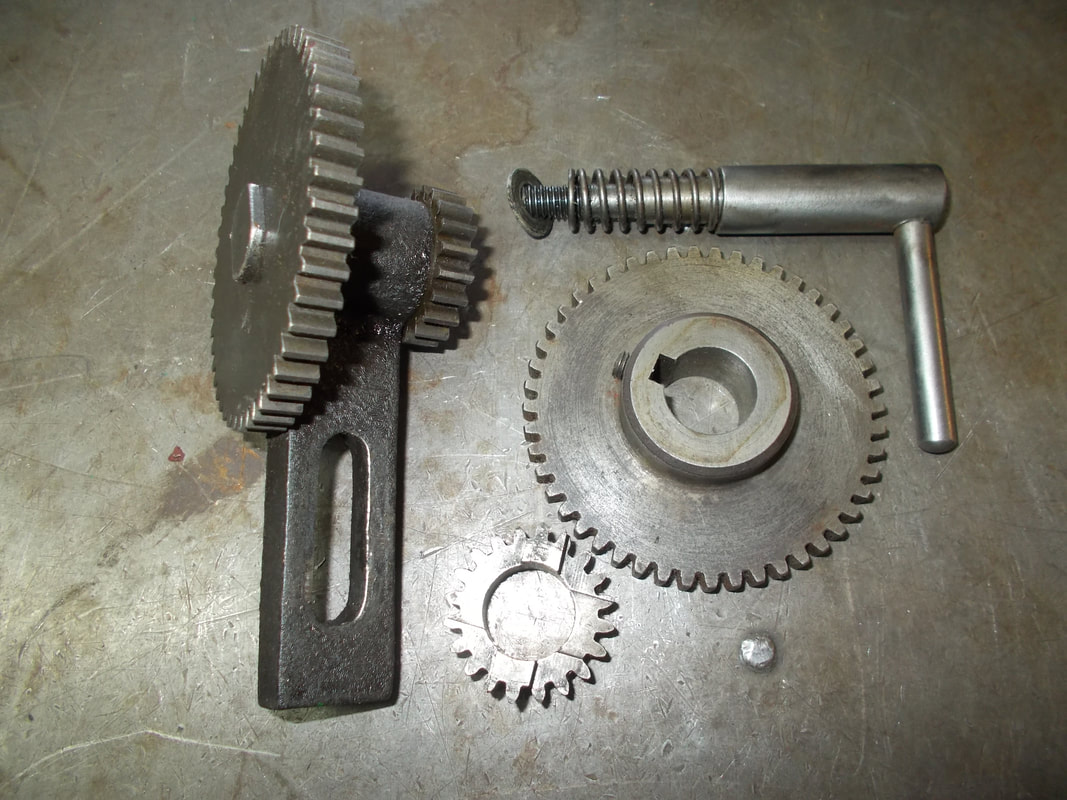
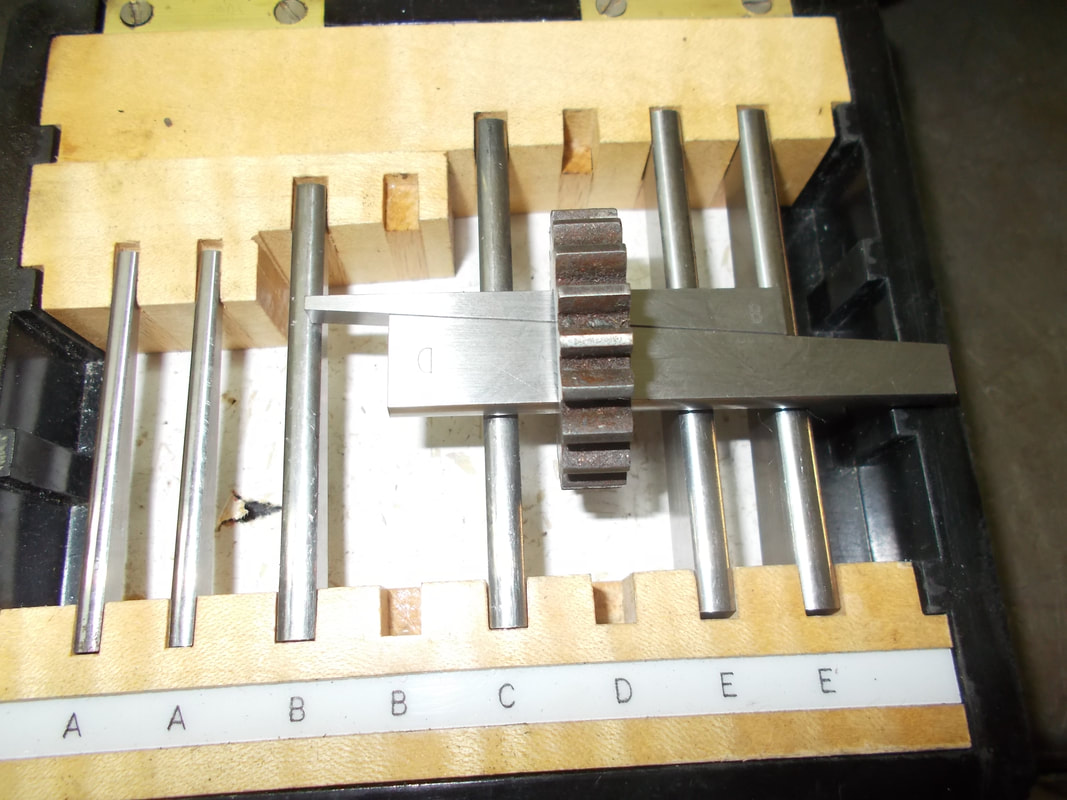
ABOVE IMAGES OF THE EW BACK GEAR COMPONENTS. THERE WERE TWO TYPES, THE MAIN DIFFERENCES BEING THE METHOD OF ATTACHING THE GEARS TO THE SHAFT. THIS IS THE MORE FRIENDLY VERSION WHERE IT CAN BE DISMANTLED WITHOUT ANY PROBLEMS.
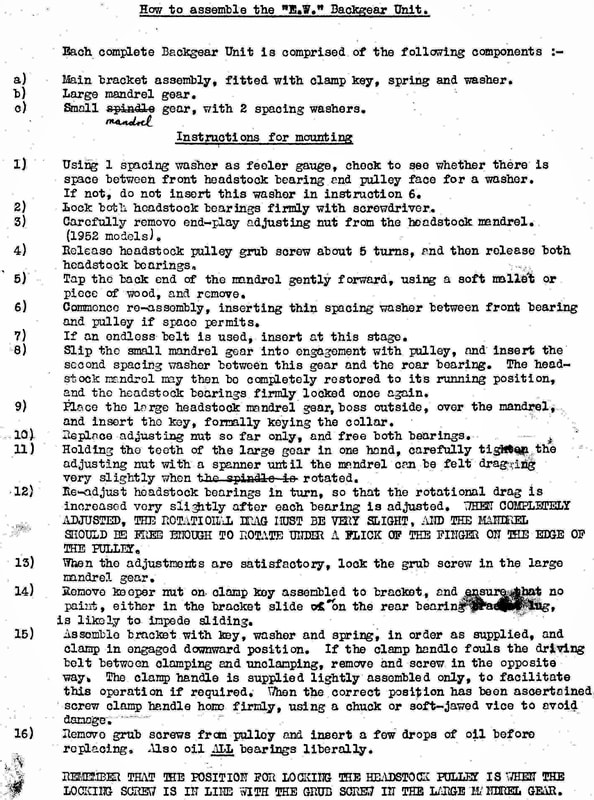
ABOVE THE RATHER COMPREHENSIVE ORIGINAL EW INSTRUCTIONS ON HOW TO ASSEMBLE THE BACK GEAR KIT. THIS WAS INTENDED FOR THOSE THAT BOUGHT THIS KIT RETROSPECTIVELY AFTER BUYING THE LATHE WITHOUT IT.
STARTING THE REPAIR

|

|
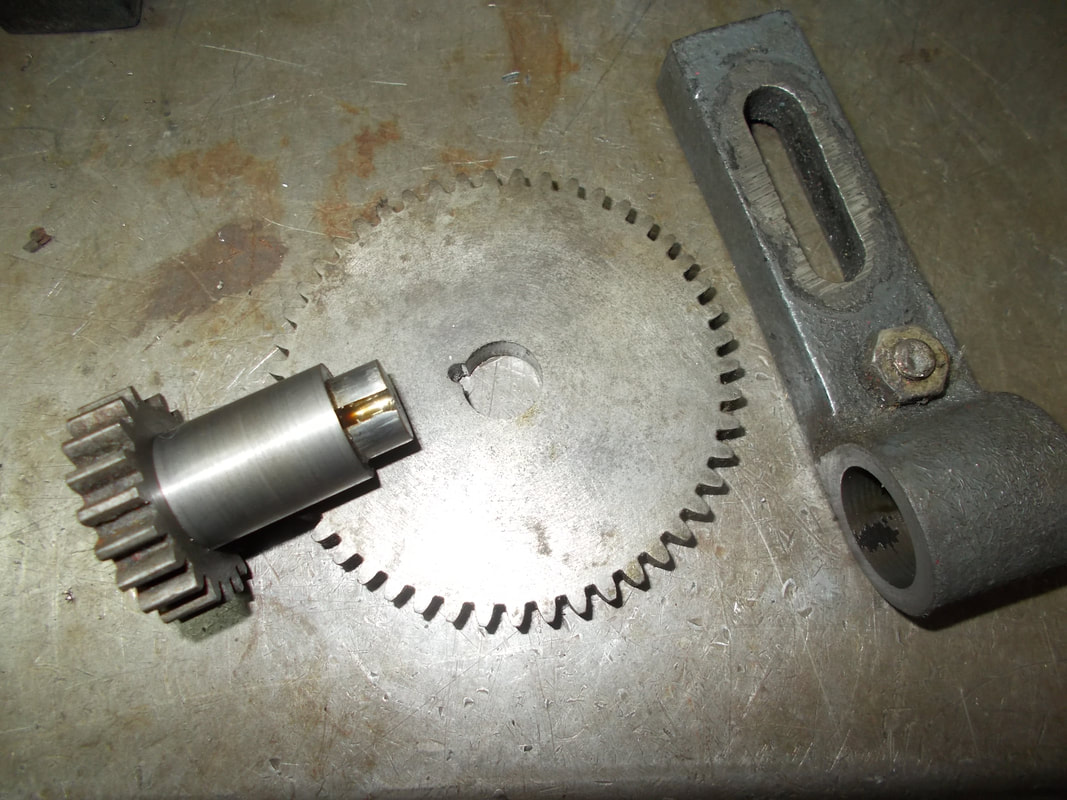
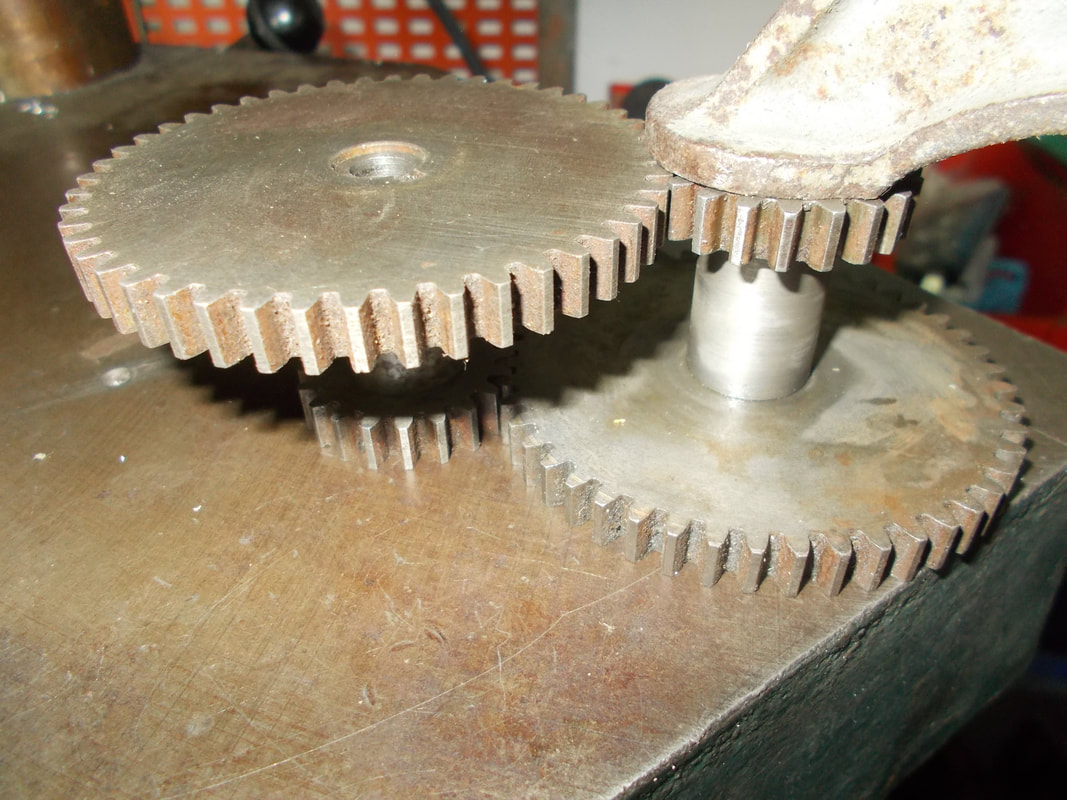
ABOVE LEFT, IF YOU LOOK CAREFULLY AT THE IMAGE, NOT ONLY DOES THIS GEAR, THAT GOES ON THE REAR OF THE SPINDLE, NEEDS SERIOUS DENTISTRY BUT ALSO THERE IS A SERIOUS CRACK UNDER THE KEYWAY. UNFORTUNATELY THIS IS SCRAP!
THIS IS BECAUSE OF A CATASTROPHIC EVENT THAT HAPPENED WHILE THE MACHINE WAS RUNNING, THE BACK GEAR SLID INTO THE GEARS ON THE SPINDLE.OR BACK GEAR WAS ENGAGED BEFORE RELEASING THE SPINDLE PULLEY! WHEN ENGAGING BACK GEAR IT`S IMPORTANT TO UNSCREW THE RETAINING GRUBSCREW IN THE SPINDLE PULLEY JUST ENOUGH SO THAT THE PULLEY IS FREE TO ROTATE BEFORE SLIDING THE BACK GEAR INTO PLACE AND CLAMPING IT IN POSITION, OTHERWIS DAMAGE WILL OCCUR.
THE BROKEN SPINDLE GEAR DOES NOT HAVE A NORMAL NUMBER OF TEETH SO THAT I CAN`T USE ONE OF MY SPARE EW GEAR CUTTING GEARS TO REPLACE IT.
THE RIGHT HAND IMAGE SHOWS THE SMALLER GEAR HAS BEEN DAMAGED AND IS ALSO SCRAP BUT I HAVE A SPARE 20T GEAR THAT CAN BE USED TO REPAIR THE DAMAGE. THIS VERSION IS THE CHEAPER TO MAKE BUT MORE DIFFICULT TO DISMANTLE VERSION. THE GEARS ARE PRESSED ONTO THE SHAFT AND THEN EITHER PINNED OR SCREWED IN POSITION TO LOCK THEM ON. LOOK CAREFULLY AT THE PHOTO AND YOU WILL SEE THAT THERE IS A PIN OR SCREW THAT IS INSERTED HALFWAY BETWEEN THE TWO DIAMETERS. THIS WILL HAVE TO BE CAREFULLY DRILLED OUT TO REMOVE THE GEAR.
THIS IS BECAUSE OF A CATASTROPHIC EVENT THAT HAPPENED WHILE THE MACHINE WAS RUNNING, THE BACK GEAR SLID INTO THE GEARS ON THE SPINDLE.OR BACK GEAR WAS ENGAGED BEFORE RELEASING THE SPINDLE PULLEY! WHEN ENGAGING BACK GEAR IT`S IMPORTANT TO UNSCREW THE RETAINING GRUBSCREW IN THE SPINDLE PULLEY JUST ENOUGH SO THAT THE PULLEY IS FREE TO ROTATE BEFORE SLIDING THE BACK GEAR INTO PLACE AND CLAMPING IT IN POSITION, OTHERWIS DAMAGE WILL OCCUR.
THE BROKEN SPINDLE GEAR DOES NOT HAVE A NORMAL NUMBER OF TEETH SO THAT I CAN`T USE ONE OF MY SPARE EW GEAR CUTTING GEARS TO REPLACE IT.
THE RIGHT HAND IMAGE SHOWS THE SMALLER GEAR HAS BEEN DAMAGED AND IS ALSO SCRAP BUT I HAVE A SPARE 20T GEAR THAT CAN BE USED TO REPAIR THE DAMAGE. THIS VERSION IS THE CHEAPER TO MAKE BUT MORE DIFFICULT TO DISMANTLE VERSION. THE GEARS ARE PRESSED ONTO THE SHAFT AND THEN EITHER PINNED OR SCREWED IN POSITION TO LOCK THEM ON. LOOK CAREFULLY AT THE PHOTO AND YOU WILL SEE THAT THERE IS A PIN OR SCREW THAT IS INSERTED HALFWAY BETWEEN THE TWO DIAMETERS. THIS WILL HAVE TO BE CAREFULLY DRILLED OUT TO REMOVE THE GEAR.
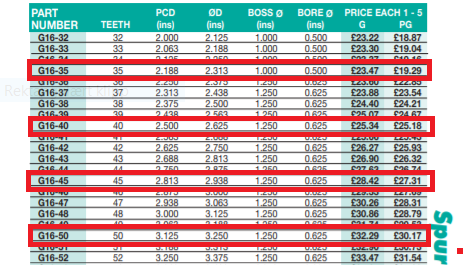
ABOVE AN EXTRACT FROM PAGE 23-121 OF THE HPC CATALOGUE, (THE GEARS ENCLOSED IN THE RED BOXES ARE STANDARD EW GEAR SIZES),THE 16 DP 48T GEAR WITH BOSS, CATALOGUE NO. G16-48G COSTS 31 GBP PLUS POSTAGE. THIS STEEL GEAR WILL WORK WELL WITH THE CAST IRON GEARS BUT WILL HAVE TO BE MACHINED TO SUIT THE EW. THIS ENTAILS BORING OUT THE EXISTING BORE OF 5/8" TO 3/4" DIAMETER, MACHINING THE GEAR REAR FACE, THE BOSS AND CUTTING A 1/4" KEYWAY IN THE NEW BORE.

|

|
|
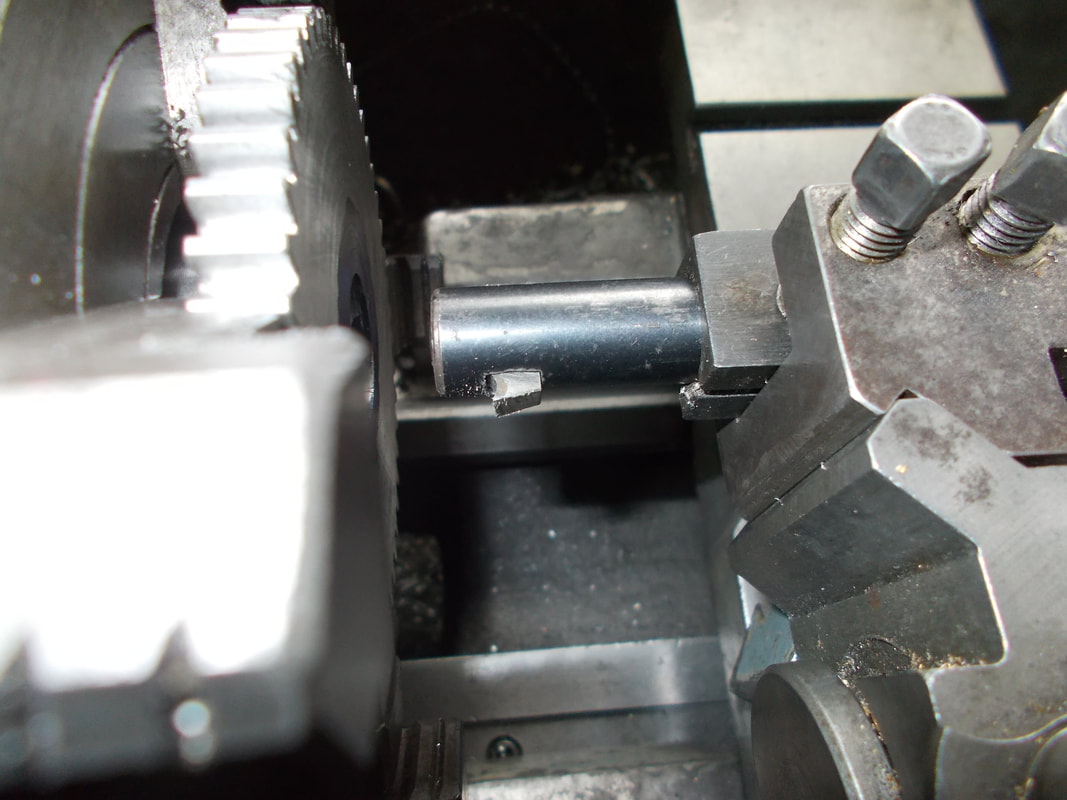
ABOVE YOU CAN SEE THAT i DRILLED OUT THE 1/8" DIA PIN AND THEN USING A BROACH PRESS DROVE OUT THE SPINDLE FROM THE LARGE GEAR. THE PIN TURNED OUT TO BE A PLAIN PIN NOT A SCREWED ONE AS i HAD ANTICIPATED. THIS HAS TO BE CAREFULLY DONE, THE HOLE DRILLED IN THE PIN MUST BE CONCENTRIC WITH THE OD OF THE PIN SO THAT THERE IS JUST A FEW THOU WALL THICKNESS LEFT BEFORE PRESSING OUT THE SPINDLE.
|

|
|

|
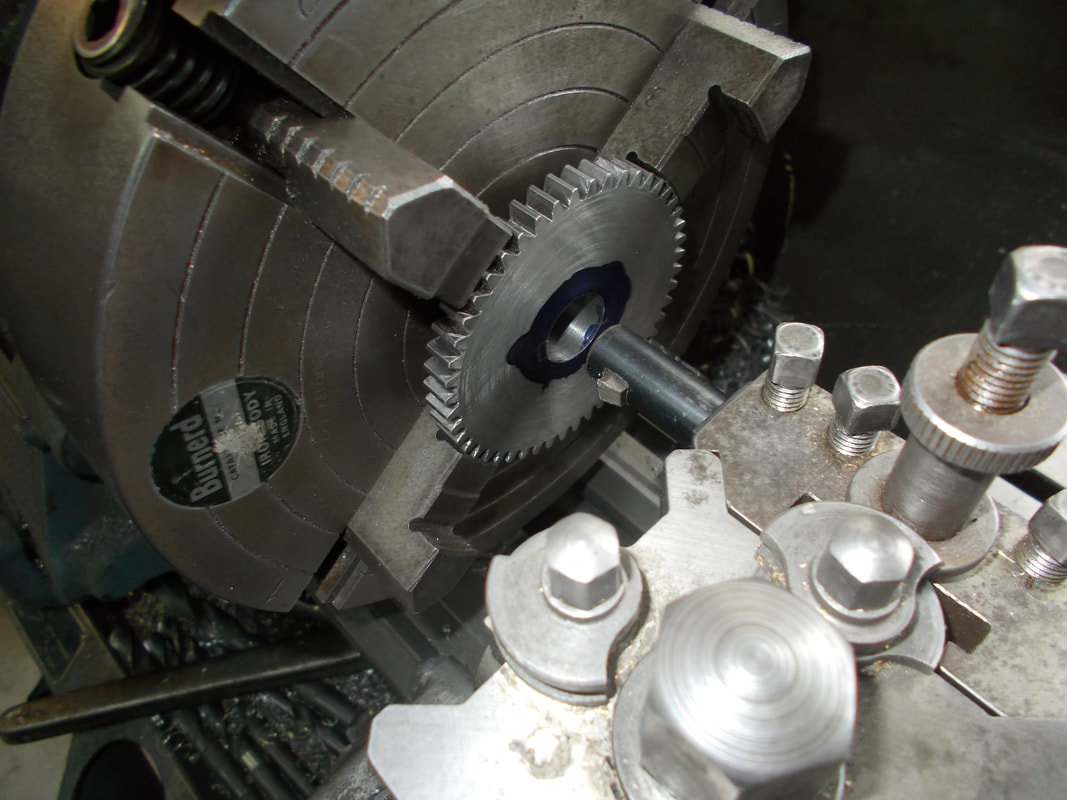
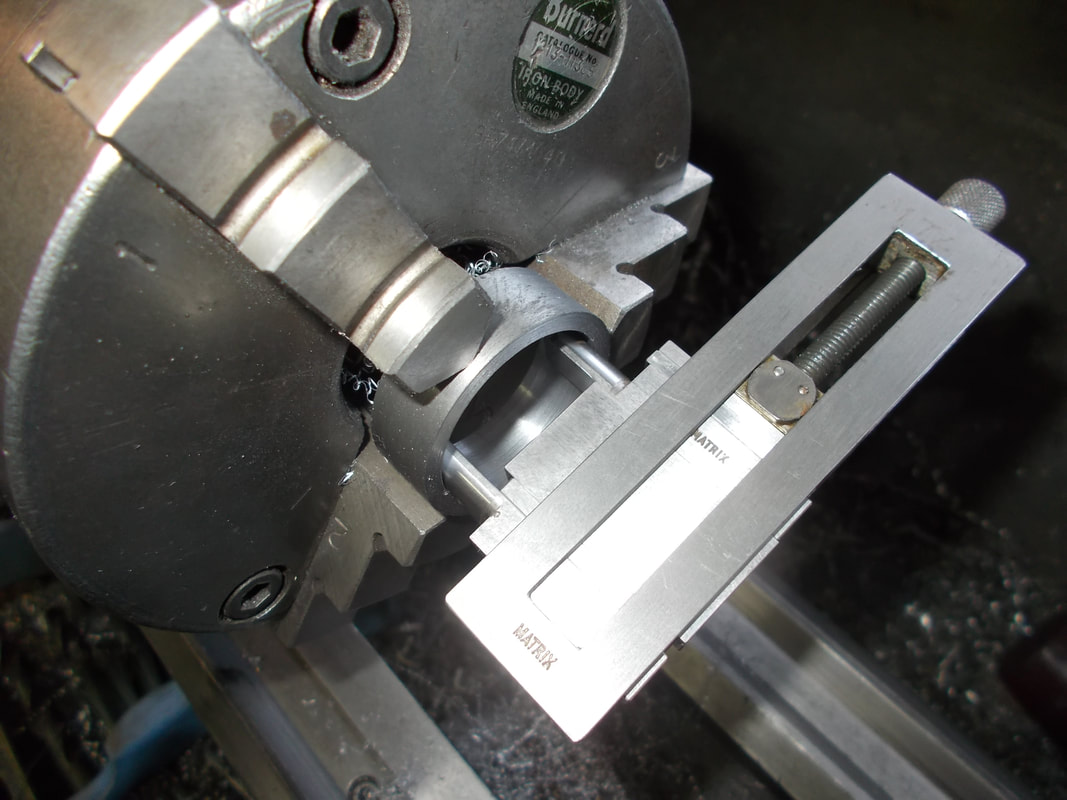
CONTINUING ABOVE, I PLACED THE GEAR SPINDLE IN THE 4 JAW CHUCK AND CENTRED IT THEN STARTED TO REDUCE THE DIAMETRE OF THE BROKEN GEAR. THE PLAN WAS TO REDUCE THE DIAMETER SO THAT A 20T EW SCREWCUTTING GEAR COULD BE PRESSED ONTO IT AND PINNED IN POSITION. HOWEVER THE REMAINING GEAR DIAMETER ON THE SPINDLE JUST BROKE IN HALF JUST AS IT WAS ALMOST THE SIZE OF THE BORE OF THE NEW GEAR..ON THE RHS IMAGE YOU CAN SEE THE SUPER PRECISION "MATRIX" BORE GAUGE THAT I USED TO CHECK THE GEAR BORE DIA WITH, THIS WAS 0.6265" DIA.
|
PLAN "B" WAS THEN PUT INTO OPERATION, THIS WAS MUCH IMPROVED OVER THE FAILED PLAN "A". THE 1/2" DIA PORTION OF THE SPINDLE THAT THE SMALL GEAR WAS PRESSED ON WAS TURNED OFF AND THE SHAFT DRILLED AND REAMED 1/2" DIA X 1/2" DEEP, THEN A SMALL SHAFT TURNED TO BE A SLIDING FIT IN THIS BORE AND A PRESS FIT IN THE NEW GEAR. YOU CAN SEE THE PARTLY ASSEMBLED PARTS IN THE ABOVE PHOTO.
UPDATE 29/05/21 I ORDERED THE NEW GEAR FOR THE REAR OF THE SPINDLE THIS MORNING, UNFORTUNATELY, DUE TO THE SELDOM NEED OF THIS 48T GEAR IT IS NOT IN STOCK AND WILL HAVE TO BE MANUFACTURED. THIS WILL DELAY DELIVERY BY 2-3 WEEKS.

|

|
|
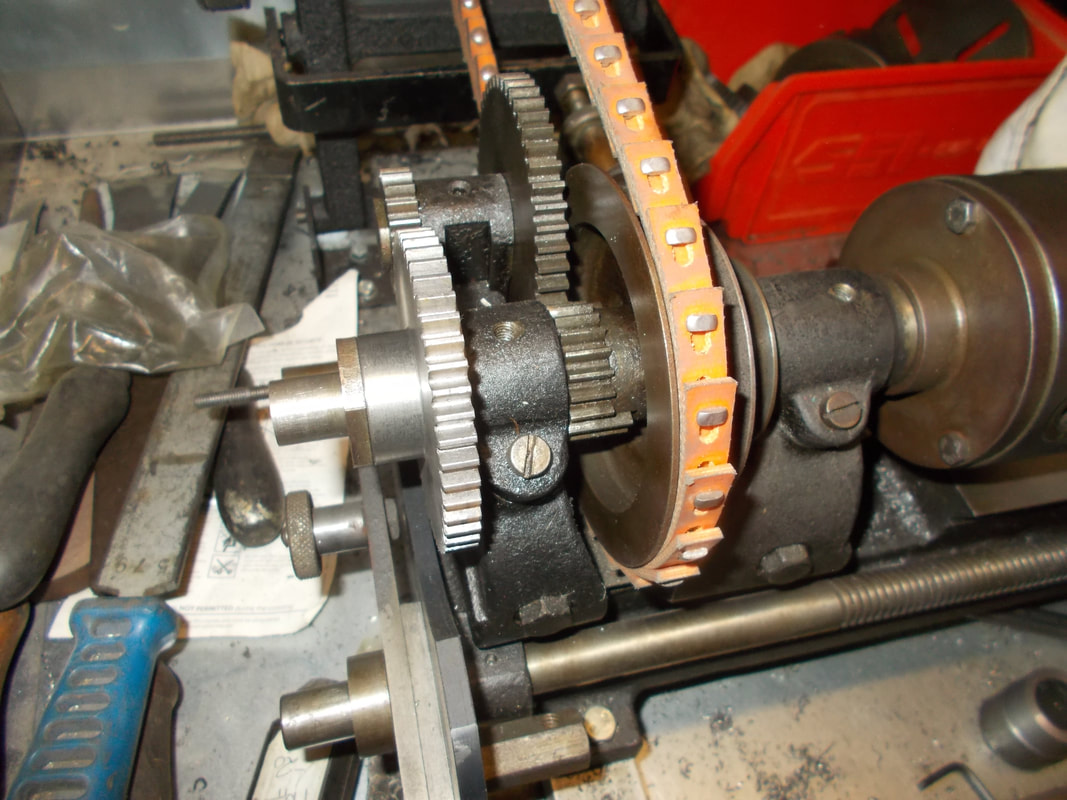
MEANWHILE,THE ABOVE LEFT IMAGE SHOWS THAT THE SMALL GEAR HAS BEEN PRESSED ONTO THE SMALL SHAFT AND THE LARGE GEAR PRESSED BACK ONTO THE ORIGINAL SHAFT.
THE CENTRE IMAGE INCLUDES AN ASSEMBLY THAT I BORROWED FROM THE BACK GEAR ON MY OWN EW.
THE RIGHT HAND IMAGE SHOWS THE SMALL SHAFT AND GEAR SLID INTO THE ORIGINAL SHAFT AFTER AN APPLICATION OF LOCTITE. THEN CLAMPING THE REPAIRED SHAFT TO A TRUE SURFACE THE BORROWED SHAFT WAS PUSHED INTO MESH WITH THE REPAIRED SHAFT. THIS WILL BE LEFT UNTIL THE LOCTITE HAS CURED AND THE SMALL SHAFT PINNED TO THE ORIGINAL SHAFT.
THIS PROCEDURE ENSURES THAT THE GEARS ARE ORIENTATED CORRECTLY. THIS WOULD HAVE ORIGINALLY BEEN DONE ON A JIG AT THE EW FACTORY.
THE CENTRE IMAGE INCLUDES AN ASSEMBLY THAT I BORROWED FROM THE BACK GEAR ON MY OWN EW.
THE RIGHT HAND IMAGE SHOWS THE SMALL SHAFT AND GEAR SLID INTO THE ORIGINAL SHAFT AFTER AN APPLICATION OF LOCTITE. THEN CLAMPING THE REPAIRED SHAFT TO A TRUE SURFACE THE BORROWED SHAFT WAS PUSHED INTO MESH WITH THE REPAIRED SHAFT. THIS WILL BE LEFT UNTIL THE LOCTITE HAS CURED AND THE SMALL SHAFT PINNED TO THE ORIGINAL SHAFT.
THIS PROCEDURE ENSURES THAT THE GEARS ARE ORIENTATED CORRECTLY. THIS WOULD HAVE ORIGINALLY BEEN DONE ON A JIG AT THE EW FACTORY.

|

|
UNCLAMPING THE GEARS AND SHAFT ASSEMBLY FROM THE TABLE, THE SMALL GEAR SHAFT IS NOW BONDED TO THE ORIGINAL SHAFT AND THE REPAIR IS CONTINUED BY REMOVING THE LARGE GEAR AND AFTER PLACING THE SHAFT IN THE VICE, A 1/8" PIN HOLE DRILLED AND A PIN DRIVEN IN TO SECURE THE ASSEMBLY.
THEN THE PIN HOLE DRILLED BETWEEN THE NEW GEAR AND SHAFT AS PER THE ORIGINAL AND THE PIN INSERTED USING A LIGHT DRIVE FIT.
THEN THE PIN HOLE DRILLED BETWEEN THE NEW GEAR AND SHAFT AS PER THE ORIGINAL AND THE PIN INSERTED USING A LIGHT DRIVE FIT.

|

|
ABOVE IMAGES OF THE NEW PINS NOW IN SITU. THEN THE SHAFT WAS INSERTED INTO THE BRACKET AND THE LARGE GEAR PRESSED ONTO THE SHAFT AND RE-PINNED.
THEN TO PROVE THAT THE ASSEMBLY WAS VIABLE IT WAS ASSEMBLED ON MY EW AND AFTER RELEASING THE LOCKING SCREW IN THE SPINDLE PULLEY THE GEARS WERE ENGAGED AND FOUND TO RUN AS THEY SHOULD.
SO FAR SO GOOD.
THEN TO PROVE THAT THE ASSEMBLY WAS VIABLE IT WAS ASSEMBLED ON MY EW AND AFTER RELEASING THE LOCKING SCREW IN THE SPINDLE PULLEY THE GEARS WERE ENGAGED AND FOUND TO RUN AS THEY SHOULD.
SO FAR SO GOOD.
UPDATE 18/07/21 AFTER ORDERING THE NEW GEAR ON 18/05/ 21 I WENT ON HOLIDAY ON 24/06/21 BUT HAD BAD LUCK AND HAD TO BE TREATED BY EMERGENCY SERVICES IN FRANCE FOR THE REMOVAL OF A CATARACT IN MY LEFT EYE. THIS OPERATION WAS CARRIED OUT AT THE UNIVERSITY HOSPITAL IN POITIERS. THE OPERATION WAS A SUCCESS BUT I SUFFERED BADLY FROM THE SIDE EFFECTS OF THE MEDICATION. I PHONED HPC GEARS ON 26/07/21 FROM FRANCE TO ASK ABOUT THE GEAR THAT HAD STILL NOT BEEN DELIVERED. I WAS PUT THROUGH TO BRIAN WARD IN THE PROGRESS DEPARTMENT BUT HE WAS UNABLE TO FIND THE ORDER AND SAID THAT HE WOULD PHONE ME BACK ABOUT IT. LATER ON THAT DAY I GOT THE MESSAGE THAT THE GEAR HAD JUST BEEN COMPLETED AND WAS READY FOR DISPATCH. IT FINALLY ARRIVED ON 06/08/21 A FEW DAYS AFTER MY RETURN TO OSLO. THIS WAS NEARLY THREE MONTHS AFTER THE ORDER WAS SUBMITTED AND OBVIOUSLY THE HPC SYSTEM WAS TO BLAME FOR THIS DELAY BUT THIS IS THE FIRST TIME THAT I HAVE HAD A PROBLEM WITH THEM.

|
|

|
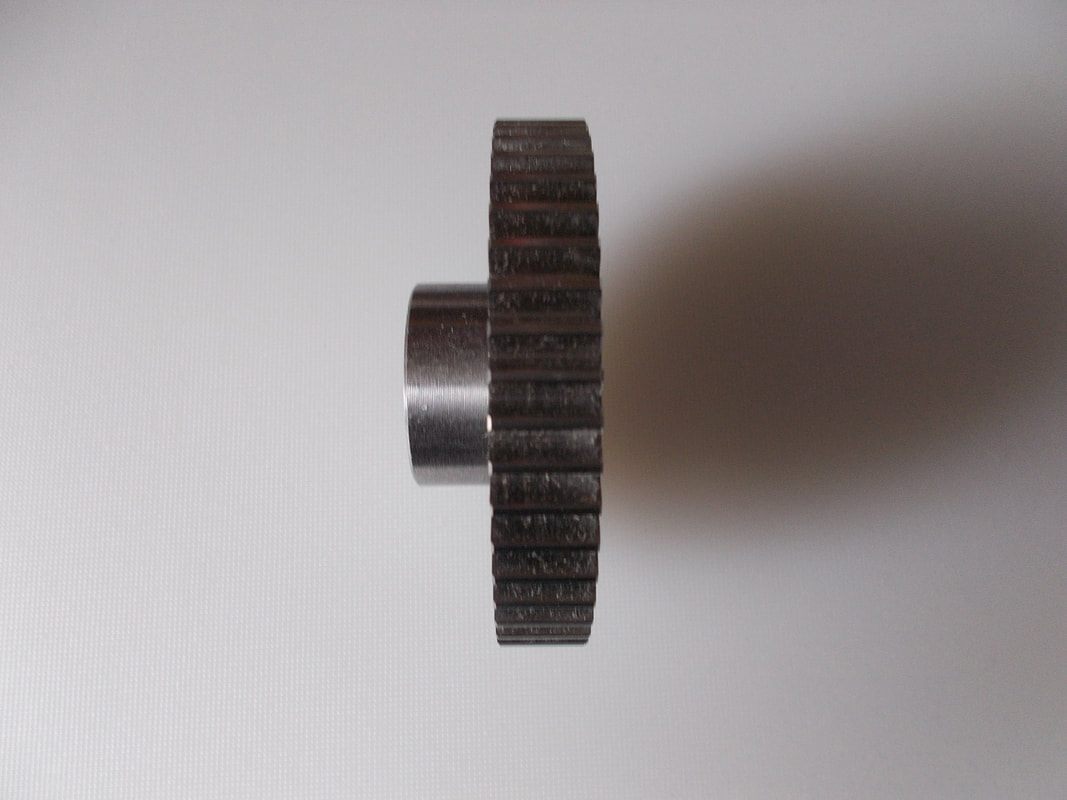
ABOVE VIEWS OF THE OFFENDING GEAR BUT PROGRESS COULD BE SLOW AS I`M WAITING FOR AN OPERATION ON MY RIGHT EYE HERE IN NORWAY WHICH HAS A POOR HEALTH SERVICE FOR A VERY RICH COUNTRY. I WILL TRY TO GO TO MY WORKSHOP THIS WEEK AND SEE IF IT`S SAFE FOR ME TO WORK ON THE MACHINERY
|
|
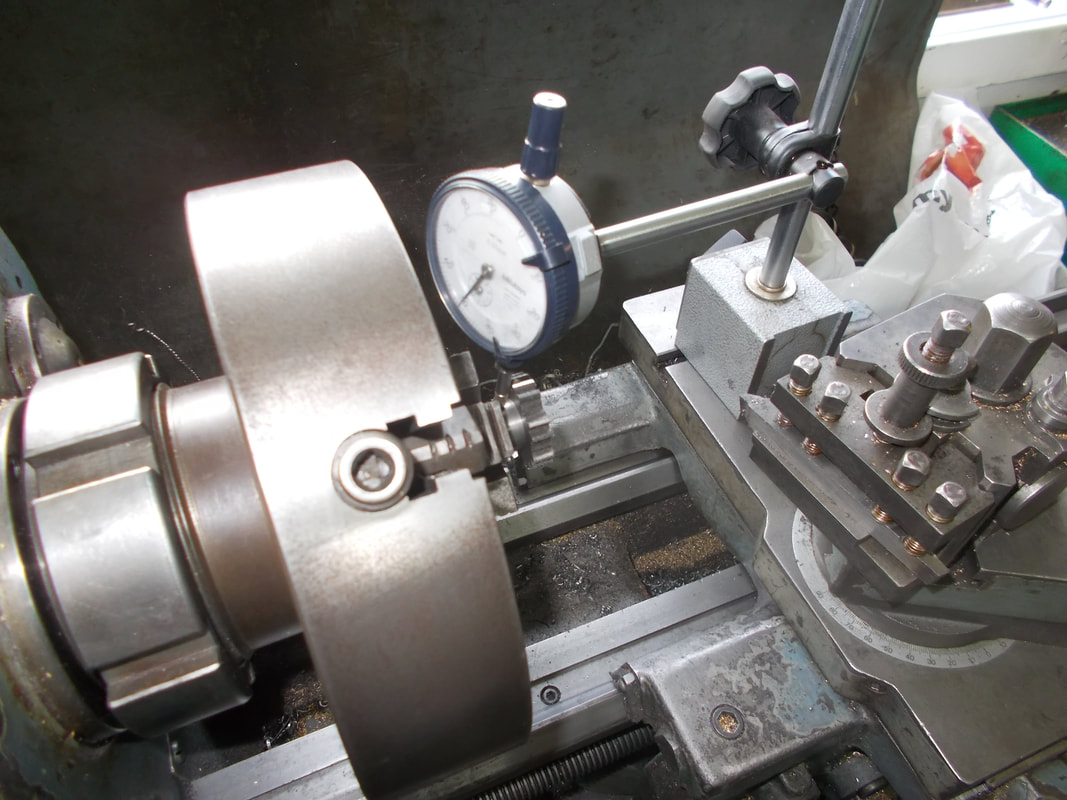
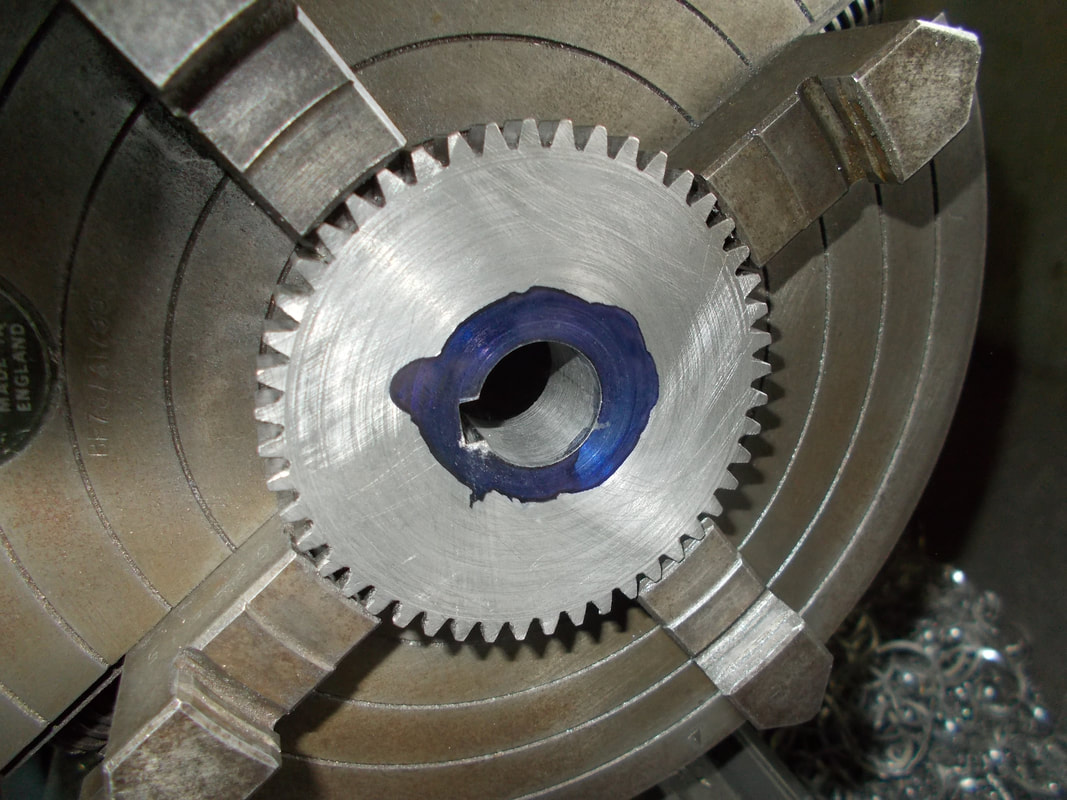
ABOVE LEFT, THE GEAR WAS PLACED IN A 4 JAW CHUCK AND THE BORE CENTRED USING A DIAL INDICATOR. THEN THE THICKNESS REDUCED FROM 1/2" DOWN TO 5/16". ON THE RIGHT, THE BORE WAS MACHINED OUT TO 3/4" MINUS .004. YOU CAN SEE THE MATRIX INTERNAL MEASURING GAUGE IN USE
|
|
THE BORE WAS OPENED OUT TO 3/4" WITH A MACHINE REAMER AT SLOW SPEED AND WELL LUBRICATED. NOW IT IS A NICE FIT ON THE SPINDLE. THE 1/4" KEYWAY HAS YET TO BE CUT SO I WILL HAVE TO MAKE UP A CUTTING TOOL FOR THIS.

|
|
I ASSEMBLED THE BROKEN AND NEW GEAR ON A MANDREL AND TRANSFERRED THE POSITION OF THE KEYWAY ONTO THE NEW GEAR BUT RAN OUT OF BATTERY POWER IN THE CAMERA.
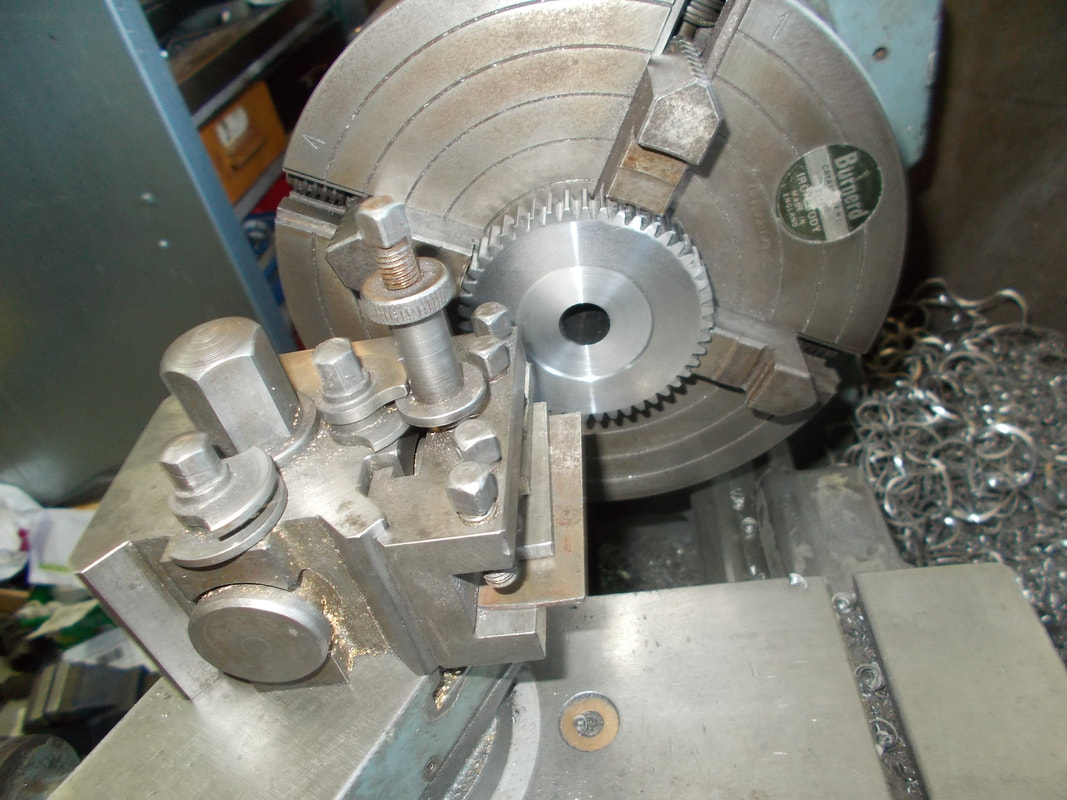
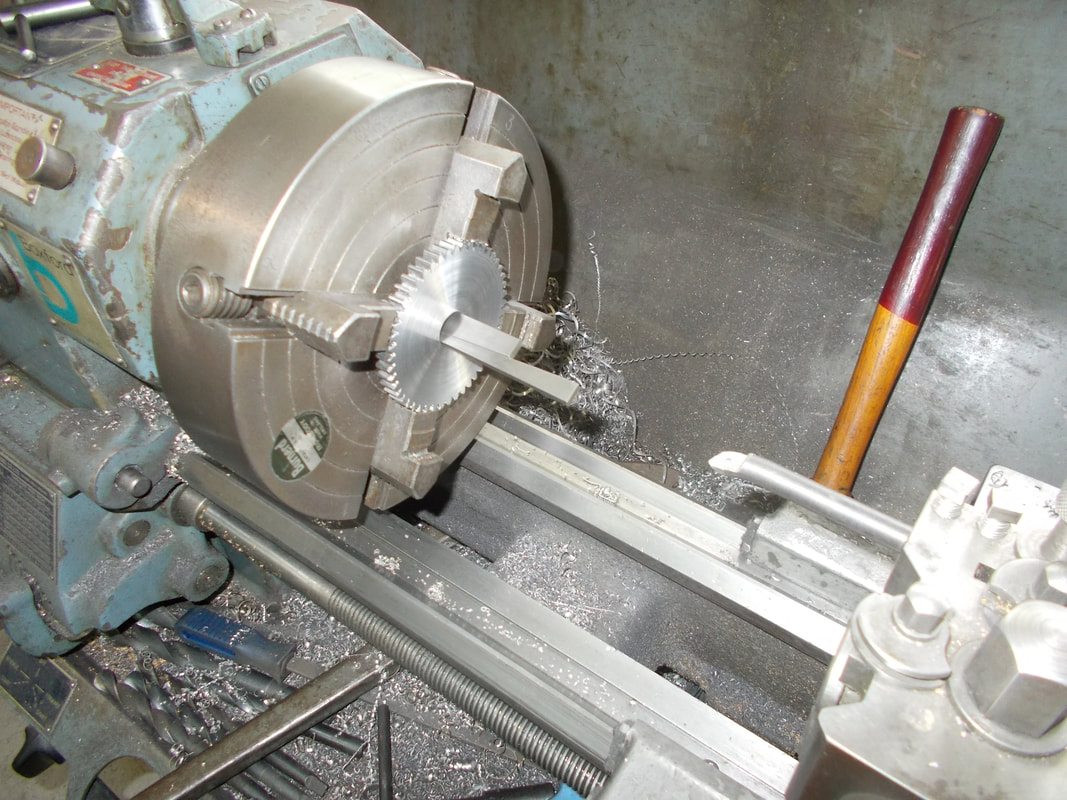
AS THE SLOTTING MACHINE WOULD NEED A NEW CUTTER AND HOLDER, TO SAVE TIME, I SET UP A TOOL IN THE BORING TOOL HOLDER ON THE LATHE AND WILL CUT THE KEYWAY BY CONTINUALLY PASSING THE TOOL THROUGH THE GEAR HELD IN THE 4 JAW AS IS THE NORM FOR MOST AMATEURS WITHOUT A SLOTTING MACHINE OR HEAD OR A SHAPING MACHINE..
AS THE SLOTTING MACHINE WOULD NEED A NEW CUTTER AND HOLDER, TO SAVE TIME, I SET UP A TOOL IN THE BORING TOOL HOLDER ON THE LATHE AND WILL CUT THE KEYWAY BY CONTINUALLY PASSING THE TOOL THROUGH THE GEAR HELD IN THE 4 JAW AS IS THE NORM FOR MOST AMATEURS WITHOUT A SLOTTING MACHINE OR HEAD OR A SHAPING MACHINE..
|
|
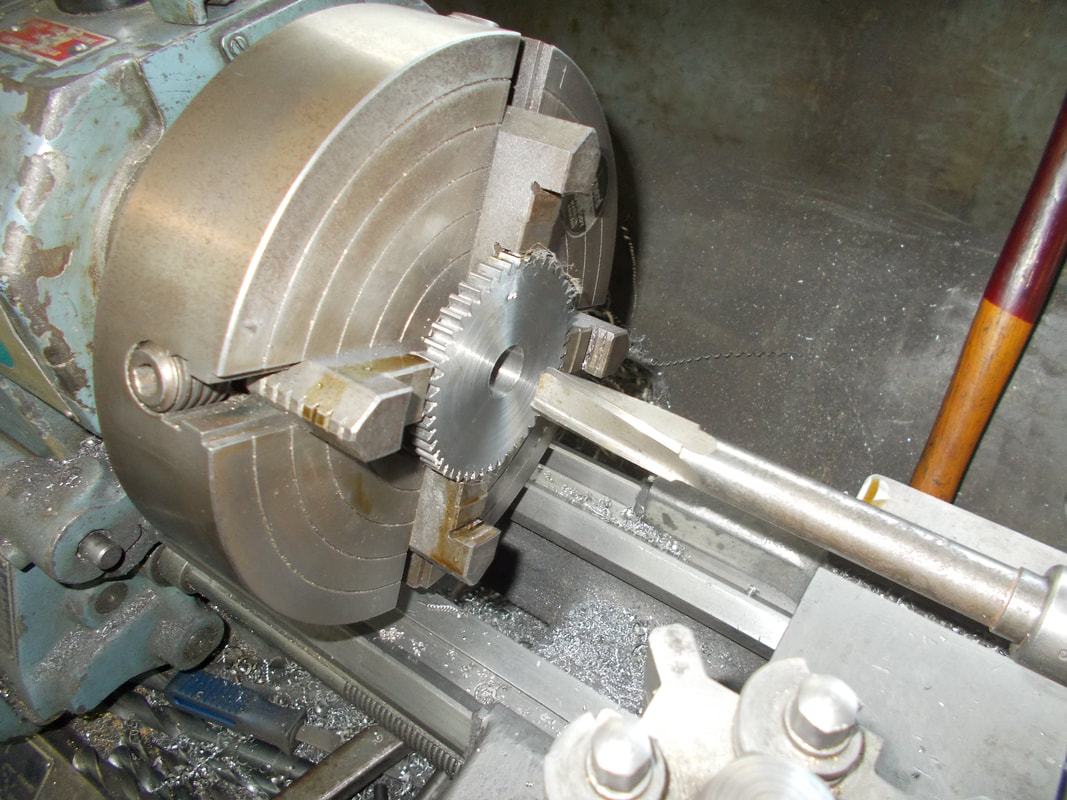
ABOVE LEFT THE SET UP, THIS IS THE KIND OF JOB THAT ONCE STARTED YOU WISH THAT YOU HADN`T BOTHERED! AFTER AN AMAZING EFFORT RUNNING THE CUTTER THROUGH AND THROUGH THE BORE AT 1/2 A THOU CUTS, THIS IS THE FIRST TIME AND PROBABLY THE LAST TIME THAT I WILL EVER ATTEMPT THIS METHOD! THE KEYWAY WAS FINISHED AND IT`S NICE AND ACCURATE BUT I STILL HAVE TO DRILL AND TAP THE CLAMPING SCREW HOLE.
|
|
I MOUNTED THE GEAR ON MY EW, RELEASED THE SPINDLE GEAR, ENGAGED THE BACK GEAR AND IT WORKED AS IT SHOULD. THE DIAMETER OF THE GEAR BOSS IS SMALLER THAN THE ORIGINAL SO I WILL MACHINE UP A SLEEVE A PRESS FIT ON THE BOSS SO THAT THERE WILL BE ENOUGH MATERIAL ABOVE THE KEYWAY TO DRILL AND TAP A 1/4" WHIT HOLE FOR THE CLAMPING SCREW.
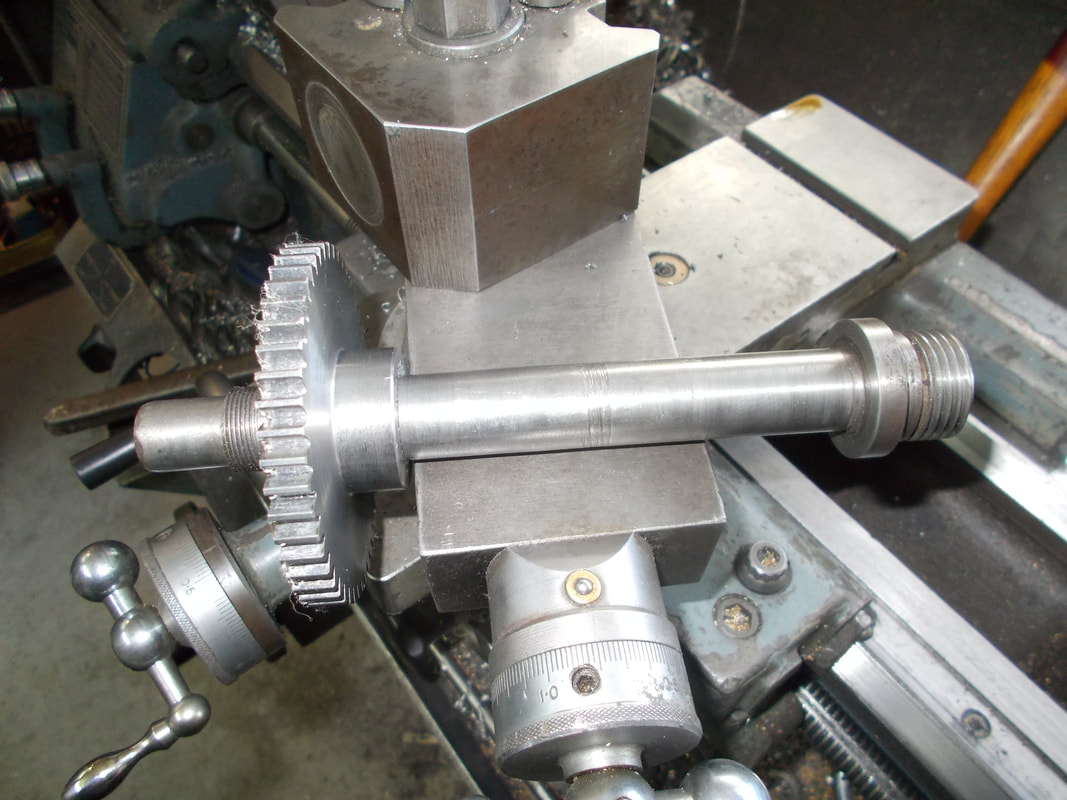
ON THE RIGHT IMAGE YOU CAN SEE THE SLEEVE DURING MACHINING. WHEN I GOT TO THE WORKSHOP I FOUND THAT THE BATTERY IN THE CALIPER WAS EXHAUSTED SO I HAD TO RELY ON MY MATRIX GAUGES TO PROVIDE THIS SERVICE AS THE BORE HAD TO BE ACCURATE SO THAT THE SLEEVE COULD BE SUCCESSFULLY PRESSED ON AND THIS 1.25 INCH DIAMETER BORE NEEDED TO BE MACHINED TO MINUS ONE THOU. THE MATRIX SLIP GAUGE HOLDER, SLIP GAUGES AND ROUNDED ENDS CAN BE SEEN IN THE PHOTO, ALTHOUGH IT TOOK A LITTLE MORE TIME TO SET THIS UP THAN IF I HAD USED THE MITOTOYO CALIPER IT WAS MORE RELIABLE AS IT CANNOT BE FORCED TO GIVE A FALSE READING AS THE CALIPER CAN AND DOES NOT NEED BATTERIES. THE SLEEVE WAS PRESSED ON AND NOW THERE IS ENOUGH THICKNESS ABOVE THE KEYWAY TO TAKE THE 1/4 INCH WHITWORTH GRUB SCREW.
ON THE RIGHT IMAGE YOU CAN SEE THE SLEEVE DURING MACHINING. WHEN I GOT TO THE WORKSHOP I FOUND THAT THE BATTERY IN THE CALIPER WAS EXHAUSTED SO I HAD TO RELY ON MY MATRIX GAUGES TO PROVIDE THIS SERVICE AS THE BORE HAD TO BE ACCURATE SO THAT THE SLEEVE COULD BE SUCCESSFULLY PRESSED ON AND THIS 1.25 INCH DIAMETER BORE NEEDED TO BE MACHINED TO MINUS ONE THOU. THE MATRIX SLIP GAUGE HOLDER, SLIP GAUGES AND ROUNDED ENDS CAN BE SEEN IN THE PHOTO, ALTHOUGH IT TOOK A LITTLE MORE TIME TO SET THIS UP THAN IF I HAD USED THE MITOTOYO CALIPER IT WAS MORE RELIABLE AS IT CANNOT BE FORCED TO GIVE A FALSE READING AS THE CALIPER CAN AND DOES NOT NEED BATTERIES. THE SLEEVE WAS PRESSED ON AND NOW THERE IS ENOUGH THICKNESS ABOVE THE KEYWAY TO TAKE THE 1/4 INCH WHITWORTH GRUB SCREW.
TO BE CONTINUED
